A crazy number of styles on demand, including top visor embroideries and the world’s largest selection of mesh back color combinations. We’ve lowered minimums to 24 blank and 48 embroidered and now stock blank caps for next day shipping of 12 units or more.
Everything from our new value-priced union made event giveaway bags to high end duffel and messenger bags. Keep us in mind for small batch custom jobs like 300 backpacks, and styles you need to reshore for USA manufacturing.
The last union shop in America sewing knit ski caps and beanies. Our in house sewing and embroidery enables us to embroider the hats before folding and sewing, leaving a clean finish on the inside.
The only union shop in America making high end, stitched-edge binders and padfolios now in four finishes and dozens of fashion colors. Our in house embroidery enables us to embroider faux leather covers before the products are completed.
Unionwear embroiders its own hats, bags, and binders before production for cost savings, larger imprint areas, no registration problems, and sharper details. This process allows Unionwear to embroider products generally considered unembroiderable: The top of a plastic baseball cap visor. The pocket of a tote bag. The front of a leather padfolios folder.
Unionwear now offers contract embroidery services on 80 or more garments (or fewer with a minimum run charge of $615 (s)). Embroidery prices depend on the actual number of stitches it takes to duplicate your design, not on the number of colors. All baseball caps listed at unionwear.com are priced to include up to 4,000 stitches. For an estimate email artwork to sales@unionwear.com.
Mitch Cahn, president of Unionwear, has been ranked No. 6 on the 2025 NJBIZ Power 100 list, recognizing his significant contributions to New Jersey’s manufacturing sector.Under his leadership, Unionwear has become a leading producer of union-made apparel and accessories, including uniforms, hats, and promotional items for clients such as the armed services, presidential campaigns, and fashion brands.
In 2024, Unionwear gained national attention for producing the Harris-Walz camouflage hats featured during the campaign season.Cahn notes that this exposure has led to increased interest from companies seeking domestically manufactured goods, especially as a hedge against tariff uncertainties.
Looking ahead, Unionwear is poised to capitalize on upcoming events such as the United States’ 250th anniversary, the FIFA World Cup, and the 2028 Olympics.The company is also innovating with the launch of North America’s first fully automated backpack and canvas tote bag facility, along with an AI-powered bag design tool for clients.
Cahn’s recognition on the NJBIZ Power 100 list underscores his impact on revitalizing American manufacturing and his commitment to producing high-quality, union-made products in Newark.
This PBS NewsHour segment by Catherine Rampell explores how businesses are bracing for potential tariffs promised by President-elect Donald Trump, especially on Chinese and Mexican imports. Companies like Deer Stags, which imports shoes from China, are stockpiling goods before tariffs hit, but face high risks in doing so. Others, like TILIT and Flexport, are scrambling to adjust supply chains or seek tariff engineering strategies.
While some firms try to diversify manufacturing to countries like Vietnam or Mexico, new tariff threats—even on those countries—create a volatile “Whac-A-Mole” climate. Domestic production remains limited due to high labor costs and a shortage of skilled workers.
Economist Mary Lovely explains that past tariffs were largely paid by U.S. businesses and passed on to consumers, increasing household expenses by up to $4,000 annually.
One potential beneficiary of rising tariffs is Unionwear, led by Mitch Cahn, which manufactures union-made bags and hats in New Jersey. Cahn says geopolitical chaos and “Made in USA” events like the 250th anniversary, Olympics, and World Cup are boosting domestic demand. However, scaling production is difficult due to labor shortages—leading Unionwear to automate bag manufacturing to remain competitive.
Overall, the report paints a picture of widespread uncertainty, rising costs, and shifting global production strategies—with a few domestic manufacturers poised to benefit if they can overcome labor and automation hurdles.
President Donald Trump, known for his “America First” policies, has vowed to reinstate and expand measures to bolster U.S. manufacturing, increase tariffs on imported goods, and provide tax incentives for domestic producers. But how would a Trump presidency actually impact the manufacturing sector?
During his 2016 presidency, Trump emphasized revitalizing American manufacturing through tariffs on imports, renegotiating trade deals, and incentivizing domestic production. His policies included imposing tariffs on Chinese imports and pushing for the USMCA trade deal, which replaced NAFTA. With his possible return to office, Trump has promised an even more aggressive stance on trade policies and economic incentives aimed at strengthening American industry.
One of Trump’s signature economic strategies is the imposition of tariffs on imported goods. In 2018, his administration placed tariffs on billions of dollars’ worth of Chinese products, driving companies to reconsider their supply chains. If re-elected, Trump is likely to reinstate or even increase these tariffs.
Trump has proposed reducing corporate tax rates for U.S. manufacturers, potentially bringing the tax rate as low as 15%. This would make it more attractive for companies to invest in domestic production facilities rather than outsourcing jobs overseas. By lowering the tax burden on manufacturers, Trump aims to strengthen American industry and make it more competitive on a global scale.
Trump has consistently supported federal procurement policies that prioritize American-made goods. Under his leadership, companies that manufacture products in the U.S. could receive preference for government contracts, further driving demand for domestically produced items. This could significantly impact industries such as defense, construction materials, and workwear manufacturing.
Trump’s proposed policies could create a more self-sufficient and competitive U.S. manufacturing sector, but businesses must be ready for the potential drawbacks of protectionism and shifting trade dynamics. Whether these changes ultimately boost or burden domestic manufacturing will depend on how companies adapt to the evolving economic landscape.
As the 2024 election approaches, the future of “Made in USA” manufacturing hangs in the balance, making it critical for industry leaders to stay prepared for any political and economic shifts ahead.
The NJBIZ article “Made in the USA: What a Trump presidency could mean for domestic manufacturing” highlights Unionwear as a prime example of successful domestic production. Founded in 1992, Unionwear manufactures hats, bags, and other products entirely within the United States. Notably, the company has produced presidential campaign merchandise since President Bill Clinton’s 1992 campaign and recently crafted camo hats for the Harris-Walz presidential campaign.
In the article “NJ companies stockpiling imports to avoid Trump’s promised China tariffs,” New Jersey businesses are proactively increasing their import inventories in anticipation of impending tariffs proposed by President Trump. These tariffs include a 25% duty on goods from Mexico and Canada and a 10% duty on imports from China.
For example, Mac Products, a Kearny-based manufacturer of electrical distribution and transmission products, is accelerating orders from Chinese suppliers for essential materials like steel and copper. Owner Eddie Russnow acknowledges that while sourcing domestically is a consideration, the anticipated tariffs are expected to impact profit margins, as the company may not be able to pass on the increased costs to customers.
Similarly, Unionwear, a Newark-based apparel manufacturer specializing in “Made in USA” products, views the combination of tariffs and automation as an opportunity to enhance competitiveness against imported goods. CEO Mitch Cahn anticipates that automation will reduce domestic production costs by 75%, enabling the same labor force to triple output, thereby narrowing the price gap between domestic and imported products.
Economists caution that while tariffs aim to encourage domestic manufacturing, they could lead to increased consumer prices and potential trade conflicts, affecting the broader economy. Businesses are advised to prepare for these changes by reassessing supply chains and considering cost-saving measures to mitigate the impact of higher import duties.
The article highlights Unionwear, a Newark-based apparel manufacturer, as a company that stands to benefit from Trump’s proposed tariffs on imports. CEO Mitch Cahn explains that the combination of tariffs and automation could enhance Unionwear’s ability to compete with imported goods. He anticipates that automation will reduce domestic production costs by 75%, allowing the company to triple its output with the same labor force. This increased efficiency could help close the price gap between Unionwear’s American-made products and cheaper imports, making domestic manufacturing more viable.
Unionwear, a Newark-based manufacturer specializing in union-made, American-produced apparel and accessories, has found itself at the intersection of politics and business during the 2024 presidential election. Led by CEO Mitch Cahn, the company has experienced a significant surge in demand for its products, particularly hats, as political campaigns seek merchandise that aligns with their “Made in USA” ethos.
Founded over three decades ago, Unionwear has carved a niche in the manufacturing industry by producing union-made, American-manufactured apparel and accessories. This commitment has made the company a go-to supplier for political campaigns that prioritize domestic production and labor standards. In the realm of political merchandise, especially hats, Unionwear’s products have become emblematic of a candidate’s commitment to American manufacturing and union labor.
The 2024 election cycle has been particularly lucrative for Unionwear. The company’s strategic positioning and readiness to adapt to the evolving political landscape have resulted in a substantial increase in orders. This surge underscores the importance of domestic manufacturing in political branding and the electorate’s growing interest in supporting products that are both union-made and American-produced.
Mitch Cahn, the founder and CEO of Unionwear, has been instrumental in steering the company to its current prominence. His entrepreneurial spirit and commitment to union principles have not only sustained the company’s operations but also positioned it as a trusted supplier for political campaigns across the spectrum. Cahn’s leadership reflects a blend of business acumen and a steadfast commitment to ethical manufacturing practices.
Unionwear’s success during the 2024 election cycle highlights a broader trend in American manufacturing. There is a growing appreciation for products that are domestically produced and ethically made. This shift indicates a potential resurgence in American manufacturing, driven by both consumer demand and political advocacy for domestic production.
Unionwear’s trajectory during the 2024 presidential election serves as a testament to the enduring value of American manufacturing and union labor. Under Mitch Cahn’s leadership, the company has not only capitalized on the current political climate but also reinforced the significance of ethical production practices. As the nation moves forward, Unionwear’s success story may inspire other manufacturers to embrace similar commitments to quality, domestic production, and fair labor practices.
Unionwear, a New Jersey-based manufacturer, has experienced a significant surge in demand for its hats and caps due to recent political events. Founded by Mitch Cahn in 1992, Unionwear specializes in producing union-made, American-manufactured headwear, aligning with the values of various political campaigns.
The company’s prominence grew notably when Vice President Kamala Harris became the Democratic presidential candidate, leading to a substantial increase in orders for Harris-themed merchandise. Anticipating this shift, Cahn had prepared $50,000 worth of hats and raw materials, which paid off when Harris took the lead; the hats sold out on the first day. Since Biden’s withdrawal, Unionwear received orders for over 100,000 hats. This surge countered a slow political merchandise season earlier in the year.
The Harris-Walz campaign’s merchandise strategy has effectively leveraged internet culture to engage supporters and fundraise. Notably, the campaign’s camouflage hats, produced by Unionwear, sold out rapidly, leading to the production of over 47,000 hats and raising nearly $1.9 million. This approach underscores a shift in political merchandise towards embracing memes and cultural trends, resonating particularly with Gen Z voters who express support through fashion.
Unionwear’s ability to swiftly adapt to political shifts and cultural trends has solidified its position as a key player in the political merchandise landscape. By producing union-made, American-manufactured products, the company continues to meet the evolving demands of political campaigns and their supporters.
The 2024 U.S. presidential election season has seen a significant influx of Chinese-manufactured campaign merchandise flooding the American market. Items such as “Make America Great Again” hats and “Kamala Harris 2024” apparel are being sold at substantially lower prices on platforms like Temu, with some hats priced under $4, compared to $40 on official campaign sites.
This surge of inexpensive imports poses challenges for U.S. manufacturers who adhere to higher labor and environmental standards, resulting in higher production costs. Ben Waxman, founder of American Roots, highlighted the difficulty in competing with the low prices of Chinese-made products, emphasizing that domestic production involves paying living wages and complying with environmental regulations.
The prevalence of these low-cost items is facilitated by the de minimis trade provision, which allows goods valued under $800 to enter the U.S. duty-free. This loophole has been exploited by Chinese sellers, leading to a market saturated with affordable election merchandise. Kim Glas, president of the National Council of Textile Organizations, noted that this exploitation has contributed to the closure of 21 domestic manufacturing operations over the past 18 months.
Both the Trump and Harris campaigns have committed to offering only U.S.-made products on their official websites. However, the vast availability of cheaper, foreign-made alternatives presents a significant challenge to these commitments, underscoring the complexities of enforcing domestic production standards in a globalized economy.
One of the American companies impacted by this influx is Unionwear, a New Jersey-based manufacturer specializing in union-made, American-made political merchandise. Unionwear has long been a key supplier for Democratic and labor-backed campaigns, producing high-quality, ethically sourced hats and apparel. However, the company faces growing competition from low-cost Chinese imports, which pose a major challenge to U.S. manufacturers that adhere to higher labor and environmental standards.
Despite these challenges, Unionwear remains committed to producing ethically sourced, union-made campaign gear, ensuring that supporters of U.S. political candidates have the option to purchase merchandise that aligns with their values. Both the Trump and Harris campaigns have pledged to sell only U.S.-made products on their official websites, but the widespread availability of foreign-made alternatives underscores the ongoing struggle for American manufacturers like Unionwear to maintain their foothold in the industry.
This situation highlights the broader issue of U.S. reliance on Chinese manufacturing and the difficulties domestic producers face in competing with low-cost imports, especially during high-demand periods like election seasons.
The 2024 U.S. presidential election season has seen a surge of Chinese-manufactured campaign merchandise flooding the American market. Items like “Make America Great Again” hats and “Kamala Harris 2024” apparel are being sold at drastically lower prices on platforms like Temu, with some hats priced under $4—far cheaper than the $40 versions sold on official campaign sites.
One of the American companies impacted by this influx is Unionwear, a New Jersey-based manufacturer specializing in union-made, American-made political merchandise. Unionwear has long been a key supplier for Democratic and labor-backed campaigns, producing high-quality, ethically sourced hats and apparel. However, the company faces growing competition from low-cost Chinese imports, which pose a major challenge to U.S. manufacturers that adhere to higher labor and environmental standards.
Ben Waxman, founder of American Roots, echoed these concerns, emphasizing that domestic manufacturers like Unionwear must pay fair wages and comply with strict regulations, making it difficult to compete with cheap foreign alternatives. The situation is further exacerbated by the de minimis trade provision, which allows products valued under $800 to enter the U.S. duty-free—giving Chinese manufacturers an advantage in saturating the market with inexpensive election merchandise.
Despite these challenges, Unionwear remains committed to producing ethically sourced, union-made campaign gear, ensuring that supporters of U.S. political candidates have the option to purchase merchandise that aligns with their values. Both the Trump and Harris campaigns have pledged to sell only U.S.-made products on their official websites, but the widespread availability of foreign-made alternatives underscores the ongoing struggle for American manufacturers like Unionwear to maintain their foothold in the industry.
This situation highlights the broader issue of U.S. reliance on Chinese manufacturing and the difficulties faced by domestic producers in competing with low-cost imports, especially during high-demand periods like election seasons.
In the October 17 edition of ‘Newark Today,’ host Michael Hill engages in a conversation with Mitch Cahn of Unionwear, a Newark-based manufacturer renowned for producing hats and other wearables that have garnered international attention. The discussion delves into Unionwear’s journey from a local enterprise to a globally recognized brand, emphasizing its commitment to quality and ethical manufacturing practices. Additionally, the program highlights initiatives by Newark students exploring careers in fashion, showcasing the district’s efforts to integrate education with industry opportunities.
Unionwear, a New Jersey-based company, has seen a surge in demand for campaign hats, including those for Kamala Harris and Donald Trump. The rise of Harris’s camo hats mirrors the popularity of Trump’s MAGA caps, with both hats selling out quickly. Mitch Cahn, Unionwear’s founder, notes the importance of political merchandise in gauging candidate support. Despite a shift in suppliers, hats remain a key part of election campaigns. Learn more about how these hats may predict the 2024 election outcome.
The popularity of campaign hats, such as Donald Trump’s MAGA hats and Kamala Harris’s camouflage caps, has surged ahead of the 2024 U.S. elections. Unionwear, a New Jersey-based manufacturer, has seen unprecedented demand for Harris’s hats, which sold out quickly. Mitch Cahn, Unionwear’s founder, links merchandise sales to candidate support, recalling how Trump’s hats predicted his 2016 victory. While Trump’s campaign now sources hats elsewhere, Unionwear remains a key player in U.S.-made political merchandise, which has grown in importance amidst rising support for domestic manufacturing.
Welcome to the Yard” is an initiative by MENTOR Newark to celebrate Historically Black Colleges and Universities (HBCUs) while supporting mentorship programs for local youth. The event aims to inspire future leaders through education, networking, and community support. Donations help sustain programs that provide guidance and opportunities to Newark’s young people.
Unionwear will be honored by MENTOR Newark for our commitment to the Newark community at this amazing event celebrating HBCU’s at the Hahne’s Building in Newark 9/26. Please consider attending or making a donation. MENTOR Newark focuses on programming and building relationships that help Newark youth achieve success.
New York Fashion Week (NYFW) Fall 2025 showcased a dynamic blend of established designers and emerging talents, reflecting the city’s ever-evolving fashion landscape. The event, held from February 10 to 15, 2025, featured a series of standout moments, highlighting the future of fashion through bold creativity, cultural commentary, and a resurgence of classic styles.
Several unforgettable moments punctuated the week, blending fashion with activism and social commentary. From thought-provoking runway presentations to sartorial séances and political statements, the event underscored the industry’s deep engagement with broader societal issues. One particularly striking moment was the appearance of Harris-Walz merchandise, demonstrating how fashion continues to intersect with politics in meaningful ways.
As NYFW continues to evolve, it remains a powerful force in shaping global fashion trends while celebrating both innovation and tradition. A standout name in ethical fashion, Unionwear, reinforced the importance of craftsmanship, sustainability, and fair labor practices in the industry, proving that style and ethics can go hand in hand.
Unionwear, a Newark, New Jersey-based manufacturer specializing in union-made apparel and accessories, saw an unprecedented surge in demand following the viral success of its Harris-Walz camouflage baseball caps. The hats, priced at $40, became a surprise sensation after Vice President Kamala Harris announced Minnesota Governor Tim Walz as her running mate on August 6, 2024. Within just 24 hours, the campaign had sold approximately 25,000 units, signaling a powerful fusion of political enthusiasm and consumer interest in American-made, union-produced merchandise.
Founded in 1992 by Mitch Cahn, Unionwear has built a strong reputation as a supplier of high-quality, ethically produced political merchandise. The company first made its mark on the political scene by producing Clinton-Gore campaign caps, later expanding to create products for several presidential campaigns, including Obama-Biden, Clinton-Kaine, Trump-Pence, and Biden-Harris. Operating out of a 70,000-square-foot facility, the company employs about 180 unionized workers under SEIU representation, reinforcing its commitment to fair labor practices and domestic manufacturing.
The viral success of the Harris-Walz camo hats highlights an evolving trend in political merchandising—where supporters are not only seeking stylish campaign gear but also prioritizing union-made and American-manufactured products. As Unionwear continues to navigate the intersection of politics, fashion, and ethical production, this moment solidifies its position as a leader in high-quality, made-in-USA campaign merchandise.
President Joe Biden’s decision to drop out of the 2024 presidential race has caused a ripple effect in the promotional products industry.
After selling “virtually no Biden merchandise” this year, Unionwear President Mitch Cahn says the Newark, New Jersey-based supplier’s entire inventory was cleaned out on Monday morning by the two companies that primarily handle the Democratic Party’s promotional products.
“We had already written off the 2024 merch business, so this is definitely a shot in the arm,” Cahn says. “We assumed something was going to happen with Biden dropping out, but I didn’t expect it to happen so fast. I guess they’re really preparing for a big merch push for [Vice President Kamala] Harris.”
Shortly after tweeting a signed letter announcing the suspension of his campaign, Biden tweeted his endorsement of Harris, who has launched her own campaign and has secured enough delegates to become the presumptive 2024 Democratic nominee, ABC News reported.
Non-profit fundraising platform ActBlue announced that grassroots supporters had raised $46.7 million by 9 p.m. EST on Sunday following Harris’ campaign launch.
Promo’s Quick Response
Considering the breakneck pace of the promo industry, it should come as no surprise that distributors began cancelling orders for Biden-Harris merch immediately following Biden’s announcement, according to Cindy Scardino, marketing project manager at Gill Studios – the No. 26 supplier in the PPAI 100.
The Kansas-based firm specializes in lawn signs, bumper stickers and other promo products in high demand during election season.
“We haven’t received any Harris-only orders at this time; the news is too fresh in the grand scheme of things of what’s to come in the next three-plus months,” Scardino says. “I imagine once the Democratic Party has a consistent direction, the orders will begin flowing into our union production facility.”
Another Made-in-the-USA and union shop, Unionwear has been manufacturing campaign merchandise for candidates of both parties for more than 30 years. While Biden’s merch sales in 2020 were “fantastic,” Cahn says they were basically nonexistent during this election season. That may have been related to him being (at the time) the incumbent, as former President Barack Obama’s merch sales “went down considerably” from 2008 to 2012, according to Cahn.
“The political merch business is very heavy with print on demand, which really started growing in the 2020 primaries when there were so many Democratic candidates,” Cahn says. “This year, there has been a lot of blank merchandise in the print on demand business because there really weren’t any primaries. They stocked up in the beginning of the year, and now these guys are sitting on a lot of blank units.”
Cahn says this is also the third presidential election in a row where baseball caps are by far the most sought-after item, outpacing T-shirts and bags.
Cahn added there’s a lot of attention being paid to unions this election cycle because there’s a strong possibility that the International Brotherhood of Teamsters, one of the largest and most powerful labor unions in North America, could break from tradition and endorse a Republican candidate.
Sean O’Brien, the head of the Teamsters, spoke at the 2024 Republican National Convention in a historic first for the labor organization.
“We’ve seen a lot of merch companies saying it has to be union-labeled and union-printed,” Cahn says. “We’ve even had requests from the Republican side for that.”
From https://www.ppai.org/media-hub/promo-industry-expects-boon-after-biden-exits-race/
In a recent in-depth interview with Jeffrey Kanige for NJBiz Conversations Podcast, Unionwear founder and president Mitch Cahn shared valuable insights into various aspects of his company. Unionwear manufactures baseball hats, bags, and thousands of other accessories for businesses, government organizations, and industries that value Made in USA products.
Here are five expanded key takeaways from the engaging conversation:
The Importance of Made in USA Products: Unionwear emphasizes the significance of manufacturing products right at their Newark facility, ensuring every item they produce carries the Made in USA label. This commitment to quality and integrity holds immense importance for their diverse clientele, which includes political campaigns, military organizations, and major American brands like GM and Budweiser.
Business Decisions vs. Patriotism: While Cahn admits that patriotism alone doesn’t drive the sales of Made in USA products, businesses choose Unionwear because they appreciate the company’s alignment with their own branding goals. Clients want to convey that they support the US economy and American workers, which Unionwear’s products express effectively.
Embracing Automation for Growth: Unionwear is actively integrating AI and robotic solutions to enhance their manufacturing processes and remain cost-competitive. With the help of NJEDA’s Manufacturing Voucher Program (MVP) grant, the company plans to install the first fully automated tote bag production line in North America by 2024. This forward-thinking approach ensures that Unionwear stays ahead in the industry while adapting to new technology-driven trends.
Reshoring and Manufacturing in New Jersey: Cahn acknowledges the challenges of running a union shop in New Jersey due to high costs, but he remains positive about the benefits offered by the state’s infrastructure. The population density, skilled workforce, and access to ports make New Jersey an ideal business location for Unionwear. Moreover, Cahn points out that the company has managed to capitalize on supply chain disruptions and leverage New Jersey’s robust infrastructure to maintain a competitive edge.
The Perfect Storm for Made in USA Products in the Next Five Years: Cahn is optimistic about the growth potential for Unionwear’s Made in USA merchandise, particularly over the next five years, describing it as a “perfect storm” for the company. Besides the 2024 election year driving demand for their products, Unionwear will benefit from other significant events, such as the 250th birthday celebration of the United States, the World Cup coming to New Jersey, and the Olympic Games in Los Angeles. These events are expected to bolster the popularity of Made in USA products, presenting ample opportunities for Unionwear to thrive and expand.
Overall, Unionwear’s commitment to producing high-quality, Made in USA goods, combined with its willingness to invest in advanced technologies and adapt to market trends, positions the company well for continued success in the years ahead.
New Jersey’s innovation landscape shines brighter with the upcoming celebration of INNOVATE100 leaders on May 14th in New Brunswick. Among the honorees is Unionwear, recognized for its innovative contributions to American manufacturing. This recognition fuels our enthusiasm to maintain our commitment to continuous improvement.
We are known for our high-quality, made-in-USA baseball caps and sewn bags, which have drawn attention from the INNOVATE100 initiative. Our commitment to incorporating advanced technology and automation underscores the value of skilled manufacturing traditions.
The event at the New Brunswick Performing Arts Center is not just a book and digital project launch; it’s a platform to highlight Unionwear and our colleagues’ pioneering achievements in domestic manufacturing.
Since its inception in 1992, Unionwear has been committed to preserving the art of American craftsmanship by manufacturing high-quality and durable baseball caps and sewn bags. Known for its unwavering dedication to authenticity and reliability, Unionwear is the trusted choice for businesses, athletes, and the promotional products industry. In today’s competitive global landscape, Unionwear stands out by leveraging innovative processes and advanced technology to create premium products while embracing the unique value of products made in the USA. Needle’s Eye has written a great piece on Unionwear, summarized here:
The Journey of Unionwear:
Unionwear faced challenges when the fashion industry moved production offshore. Initially, the company focused on producing caps and hats for popular fashion brands like Polo Ralph Lauren, Izod, Gant, Barneys, and several skateboard and hip-hop lines. As the fashion industry shifted production towards countries with lower labor costs, Unionwear adapted by targeting B2B clients who value the “Made in USA” label and offering custom products with a competitive edge.
Automation and Lean Processes:
Unionwear recognized the need to evolve in order to survive in the challenging and competitive market. The company invested in automation, advanced technology, and lean manufacturing to streamline production processes while maintaining high-quality standards. Automation has allowed Unionwear to reduce overhead costs, enabling the company to manufacture locally at competitive prices.
For example, Unionwear now utilizes Pathfinder’s M5-180 multi-ply cutting system in its production processes. This has resulted in a 30% increase in fabric utilization compared to traditional die-cutting methods. With only two people manning the Pathfinder system, Unionwear now produces 3,000 hats and 2,000 bags per day, whereas seven people were needed for the same output previously.
Embracing Lean Manufacturing:
Lean manufacturing is another key component of Unionwear’s strategy for success. Amid significant global competition, the company has adopted lean manufacturing principles to eliminate waste, reduce lead times, and ensure maximum efficiency. This approach focuses on creating value for clients by streamlining processes, reducing inefficiencies, and optimizing resources. This has enabled Unionwear to expand its product offerings, respond quickly to market demands, and ensure consistent, high-quality products.
Continuous Improvement and Growth:
Unionwear’s commitment to continuous improvement has led to the company’s growth and expansion over the years. In 2017, Unionwear successfully restructured its operations, raising funds to add new product lines, expand web offerings, and automate labor-intensive processes. The company has also ventured into new niches like medical packaging, travel gear, safety products, and workwear to cater to emerging market demands.
The Future of Unionwear:
With a strong foundation in automation and lean manufacturing principles, Unionwear is taking confident strides towards a promising future. As the era of cheap imports comes to an end, the company is well-positioned to continue its upward trajectory and further establish itself as a leader in American manufacturing.
The success of Unionwear is a testament to the power of innovation, dedication, and the unwavering commitment to domestic manufacturing. By investing in advanced technology, streamlining processes, and prioritizing customer satisfaction, Unionwear has managed to survive and thrive in an ever-evolving market.
Conclusion:
Unionwear is a shining example of how American businesses can revolutionize their operations and remain competitive in the global market through automation and lean processes. The company’s unwavering commitment to quality, innovation, and American craftsmanship has set them apart from others and ensured lasting success. As a customer of Unionwear, you can trust that you’re supporting a truly American brand that values its communities, workers, and the future of the American dream. Together, we can continue to uplift and support domestic manufacturing and promoting genuine, high-quality products made in the USA.
Joe Biden has made a point of highlighting products made in the USA. One such example is Unionwear, a brand passionate about delivering high-quality and durable baseball caps and sewn bags, with a focus on supporting the American workforce and local communities. The President has clearly taken notice, as he’s been spotted proudly sporting various Unionwear hats on multiple occasions.
It’s no surprise to see our Commander-in-Chief favoring Unionwear hats, showcasing some of the finest work that American craftsmanship has to offer. Biden has been spotted in four different Unionwear models within the past year, including the UAW hat, the Beau Biden Foundation hat, and two distinct commander-in-chief hats. Unionwear is truly honored to have the leader of the free world modeling their American-made products.
This spotlight on Unionwear proves that when it comes to quality, durability, and versatility, choosing homegrown products can make all the difference. Despite facing challenges and an ever-evolving market, Unionwear’s unwavering commitment to excellence sets them apart from the competition. Their dedication to supporting the American dream, both for their workers and consumers, has caught the attention of none other than President Biden himself.
Embrace the Unionwear difference today and join the prestigious ranks of those who wear these authentic, straightforward, and resourceful American-made products. If it’s good enough for the President, it’s good enough for all who believe in the industrious and patriotic spirit of America.
The New Jersey Society of CPA’s has written a great article about Unionwear’s pandemic “hustle and grit”.
In the age of globalization, domestic manufacturing often takes a backseat to cheaper alternatives. But the coronavirus pandemic has proven that prioritizing local sourcing and production is essential for ensuring long-term national security and fostering sustainable economic growth. Unionwear, a Newark-based manufacturer of union-made hats, bags, and binders, is leading the charge in championing US-based production. Their powerful story of resilience during the pandemic demonstrates how embracing innovation, collaboration, and a lean manufacturing mindset can propel a small business towards growth and success.
Lean Manufacturing: The Backbone of Unionwear’s Resilience
Unionwear has maintained a competitive edge in the market for over 25 years, despite facing stiff competition from low-wage countries. At the core of their resilience lies a lean manufacturing mindset that focuses on eliminating bottlenecks, streamlining production, and optimizing resources. This approach enabled the company to pivot quickly during the pandemic, supplying healthcare workers with personal protective equipment (PPE), keeping the majority of their workforce employed, and protecting the business from collapse.
Overcoming challenges through collaboration and innovation
When faced with unprecedented challenges during the pandemic, Unionwear relied on the hustle and grit of its employees and external partners to overcome obstacles. The company developed innovative workarounds, such as sourcing supplies from other industries, collaborating with competitors, and engaging local communities to find home-based sewers.
They didn’t simply sell PPE or flaunt their “Made in USA” label; they sold determination and resourcefulness. By taking calculated risks, sharing best practices, and embracing change, Unionwear positioned itself as a bastion of hope amidst an uncertain economic climate.
Adapting and thriving during the pandemic
Navigating the uncharted waters of a global crisis required Unionwear to rethink its strategy, leading to a substantial shift in workstyles and priorities. The adoption of remote work for administrative staff necessitated a strict adherence to process, while employees showcased an increased focus on safety, accountability, and shared responsibility.
Although budgeting and projections proved difficult during the pandemic, the company seized the opportunity to invest in growth by building a new government business segment and eagerly anticipating a resurgence in demand for event-related merchandise.
Lessons learned and a brighter future
Unionwear emerged from the pandemic as a testament to the power of adaptability, creativity, and perseverance. The experience highlighted the importance of remaining open to new opportunities, fostering an agile production environment, and fostering a results-oriented culture.
Now poised for long-term success, the company remains vigilant in monitoring market trends, anticipating challenges, and capitalizing on opportunities for growth.
Conclusion
Unionwear’s story serves as a shining example of resilience in the face of adversity. By remaining true to their roots and embracing innovation, they are not only contributing to America’s rich manufacturing legacy but also inspiring other small businesses to follow suit.
As we move forward in a post-pandemic world, companies like Unionwear remind us that we can overcome any challenge by working together and committing to a common goal. By investing in domestic manufacturing and prioritizing quality, we can create a sustainable economy that works for everyone – one meticulously-crafted hat and bag at a time.
NJMEP’s Mike Womack wrote an article in Manufacturing Matters about Unionwear, summarized here.
The Secret Behind Unionwear’s Domestic Manufacturing Achievement
At a time when so many American industries struggle to maintain their presence on home soil, Unionwear stands proud as a testament to determination, innovation, and a skilled workforce. Mitch Cahn, President of Unionwear, built the company on the foundation of American manufacturing, particularly in the baseball hats and sewn bags sectors. Unionwear’s unwavering commitment to domestic manufacturing and its unique approach to workforce development have ensured its continued success in a fiercely competitive global market.
Unionwear’s Origin: The Birth of a Hat Company
Unionwear began in 1992 with Mitch Cahn’s vision to create baseball hats for the burgeoning fashion industry. At the time, baseball hats were primarily worn in sporting events and promotional activities. However, Cahn observed a growing trend of baseball hats in popular culture that was not yet reflected in the retail space.
Cahn recognized an opportunity and seized it, purchasing the equipment from a defunct baseball hat factory in Jersey City and hiring its original six employees. Fast forward to today, and Unionwear boasts around 135 full-time employees and a successful track record in the textile industry.
The Workforce Secret: Maximizing Employee Potential
Unionwear’s achievements are a direct result of its commitment to its workforce. The company utilizes automation not as a tool to replace jobs, but to optimize the productivity of existing employees. By investing in state-of-the-art technology and continuously improving its manufacturing processes, Unionwear can keep pace with – and even outshine – its rivals in the industry.
The Challenge of Training and Development
But technology is just one piece of the puzzle; another crucial factor lies in the development of Unionwear’s human capital. Mitch Cahn emphasizes the importance of ongoing training and nurturing employees to reach their full potential, noting that the management’s role is to ensure workers are well-versed in the best practices for the company.
In a world where skilled laborers are becoming a scarce resource, Unionwear has found a way to attract and retain talent by offering a well-structured onboarding program that clearly defines employees’ roles and responsibilities. This streamlined process, alongside effective vetting and analysis of candidate strengths, ensures that new hires are set up for success from day one.
The NJMEP Partnership: A Win-Win Collaboration
For nearly two decades, Unionwear has worked closely with the New Jersey Manufacturing Extension Program (NJMEP), which provides vital support to manufacturers in the state. The NJMEP has placed professionals in a variety of non-production roles within the company, helping to fill vacancies and strengthen its workforce further.
The NJMEP partnership is particularly valuable as Unionwear seeks to attract young talent to the manufacturing industry. With an average full-time manufacturing employee salary approaching six figures annually in New Jersey, the opportunity for a well-paying, challenging career in the sector should be more than enough to grab the attention of job seekers.
The Unwavering Commitment: Keeping Manufacturing Domestic
What truly sets Unionwear apart from other manufacturers is its commitment to domestic manufacturing, using continuous improvement, lean manufacturing, automation, and technology to produce high-quality products in a fiercely competitive global market. The company remains dedicated to ensuring its workforce is equipped with the skills required to drive its ongoing success, with sustainability and growth at the forefront of its agenda.
In conclusion, Unionwear is an inspiring example of how a small, determined manufacturer can flourish on American soil. Its dedication to developing its workforce and providing high-quality products has made the company a shining beacon and a case study for other companies seeking to make their mark in domestic manufacturing. As a company built on true American values and an undying patriotism, Unionwear symbolizes the successful marriage of skilled labor and visionary leadership – truly, a story of manufacturing success made in the USA.
In a statement, the company said the uniforms are a “modern and fresh take on sportswear,” created with sustainability in mind. With the help of a company called Skyscrape, the outfitter added intelligent insulation.
According to the company, the outfits are comprised of a mid-layer jacket, pant, gloves and boot. All of the garment pieces are made in the United States and include recycled polyester fiber made with post-consumer plastic bottles.
Furthermore, Ralph Lauren said the apparel to has the ability to transition through three-seasons, and from indoor to outdoor environments.
A recent Reshoring Institute survey of nearly 500 Americans asked if they prefer “Made in USA” products. According to the survey, nearly 70% of respondents prefer American-made products. And, slightly more than 83% said they would pay up to 20% more for products made domestically.
However, in my experience, what people say and what they do are frequently at odds. As I said in a previous post, there has to be another reason to buy in America that goes beyond where it is made.
For instance, if people believe the items are higher quality and will last longer, customers might be more inclined to pay a premium. Frankly, made in America is a secondary consideration.
For the most part, people want quality products at a reasonable price. They would not buy a made in USA product if it was perceived to be inferior quality, no matter where it was manufactured.
One big competitive advantage domestic manufacturers have is in the supply chain. We never worry about delayed shipments due to the pandemic or other unforeseen supply chain disruptions. We also have the advantage of addressing manufacturing challenges immediately, compared to those who have to deal with overseas suppliers.
So while made in USA is sometimes a marketing advantage — especially with political campaigns and government contracts — quality and consistency will be most buyer’s primary motivation to pay a small premium for domestically produced goods.
As the holiday season approaches, consumers are increasingly deluged with gift ideas. You could spend an eternity on Amazon alone searching for the perfect gift for your loved one. Where to begin?
We at Unionwear believe that it is important to buy made in USA. Although finding gifts that are made in America can be difficult, we found a resource that might make it easier for you.
Every so often, we come across a story that causes us to reflect on how far ahead of the curve Unionwear has always been when it comes to creating American jobs.
Recently, we came across a story from 2015 in Slate Magazine on how our 100% made in USA manufacturing facility has changed America’s presidential campaigns, and how every candidate has to buy made in America products. Democrats and Republicans both agree that good-paying American manufacturing jobs have been disappearing for decades and that bringing jobs back to the US needs to be a priority. And, since the pandemic, both parties agree that reshoring PPE and pharmaceuticals are an urgent national security issue, not just a campaign slogan.
Unionwear has been a unionized manufacturer since 1992, and we have always supported creating good-paying American manufacturing jobs. Let’s hope the politicians in Washington get to work bringing jobs +back to the US and not just using made in America as a once-every-four-years campaign slogan.
Unionwear CEO Mitch Cahn had the opportunity to speak at New Jersey Manufacturing Day and discuss the recent global supply chain disruptions due to the COVID 19 pandemic.
When asked how we can prevent supply chain disruptions, Cahn said the pandemic exposed weaknesses in our global supply chain that we didn’t even know existed. Thus, it is reasonable to assume that future disruptions of unknown origin will likely expose additional weaknesses that we cannot even think about.
On the plus side, those domestic manufacturers who managed to survive outsourcing and Amazon have proven to be very flexible. In fact, they learned so much during these tumultuous times that many manufacturers, including Unionwear, were making PPE in a matter of days even though they had zero knowledge of manufacturing such items before. For instance, Cahn said he had never heard of a face shield before the pandemic hit. But after getting specs, he was able to quickly assemble prototypes in less than two days. It was only a matter of repurposing items Unionwear already had — including foam from backpacks, plastic from binders, and headbands from hats — and turn them into useable face shields.
To prevent supply chain disruptions, companies need to invest in domestic manufacturers. It is imperative to do so, as our national security continues to be at risk. To justify its cost, The Reshoring Institute created a formula that calculates the true cost of importing. These costs include:
Travel
Prototyping
Shipping
Time
Lines of credit
Delays
Pirating
Transportation problems
Reputation cost
When taking these into account, importing oftentimes looks more expensive than domestic manufacturing.
Ultimately, if the US government is serious about preventing future supply chain disruptions, American policymakers and regulators need to incentivize increased domestic manufacturing. Meanwhile, purchasers need to support these manufacturers by actually buying materials from them and not letting them go out of business. Although domestic manufacturers came to the rescue during COVID-19, we lost tens of thousands of lives because we didn’t have domestic-made PPE. This needs to be a major national priority.
US Senator Tammy Baldwin, Democrat from Wisconsin, reintroduced legislation that strengthens Buy American requirements for the federal government’s purchase of ships. It does this by expanding current law to cover all federal agencies, all classes of ships and more shipboard components.
The CEO of Fairbanks Morse, George Whittier, praised the bill. Fairbanks Morse is a US-based manufacturer of power systems for large contracts.
“The Senator’s proposed Made in America Shipbuilding Act will not only strengthen the defense industrial base by providing American-made components for U.S. taxpayer-funded ships,” Whittier said. It “will give American shipbuilding suppliers the confidence to invest capital and add high paying middle-class jobs.”
As of right now, the status of the bill is unknown. But it is good to see senior politicians are taking made in USA more seriously.
A few years ago Adweek wrote an article explaining that made in America is no longer a pipe dream but is slowly becoming a reality. American factory jobs grew to 12.3 million by 2016. And, according to the nonprofit Reshoring Initiative, no fewer than 576,000 factory jobs have returned to America since 2010.
While carrying the made in USA label is a feel-good move for many consumers, businesses are wondering what it means for the bottom-line. Because it might feel good to say your products are made in America, that isn’t the main driver for the return of American manufacturing. It almost certainly doesn’t change buying habits.
Why are companies reshoring now? The reasons are varied and complex, ranging from growing labor costs in Asian countries to quality control. Rarely is the branding opportunity a factor. For better or worse, unless someone has a very strong incentive to buy made in USA products (such as political candidates or government contractors) where a product is manufactured rarely factors into a purchasing decision.
Bayard Winthrop, founder of American Giant, a brand that manufactures hoodies in North Carolina, says geographic proximity is what matters most. “There’s a huge benefit to being able to hop on a plane and talk to the people who are spinning my yarn and weaving my cloth,” says Winthrop, who’s based in San Francisco. Winthrop says Made in America marketing is an add-on, not a reason people buy. “I don’t believe consumers are willing to pay at the cash register for [American-made] things—I really don’t,” he says. “What consumers are willing to pay for is great brands and great quality.”
According to the Adweek article, the vast majority of people are not going to pay a much higher price for made in America. One of the main reasons they make everything domestically is quality control. Indeed, according to David Hamilton, fourth-generation owner of Hamilton Shirts, domestic manufacturing is essential for quality control. Hamilton’s shirts start at $265, and many of them are made to order. Production of a luxury product like that cannot be trusted to something being made halfway around the world. “If I’m on the phone with a customer [who has an issue],” he says, “I can walk into the factory and research the problem and resolve it.”
The same thing goes for large brands. 3M’s Post-it barely mentions that their sticky notes have been made in Kentucky for the last 33 years. Why? Distribution. An American plant is both closer to pulp suppliers and to retailers. “It’s a shorter supply chain,” explains global business manager Adrienne Hovland. Made in America is “not one of those key messages we use,” she says. “We have a lot of other things that are compelling to communicate.”
It’s worth noting that the Adweek article was written before the Covid-19 pandemic disrupted global supply chains. I imagine we will see major reshoring in the coming years because of the issues described in this article as well as government mandates. But companies will not reshore manufacturing to enhance their branding, even though that might be an added benefit.
At the end of the day, made in America isn’t a huge driver for reshoring manufacturing. Quality control, supply chain management and holding people accountable for customer service challenges are major reasons for bringing jobs back home.
Due to popular demand for rush orders and small orders of our union made in USA baseball caps, Unionwear is now offering a stock program to our advertising specialty resellers. Orders ship in 24 hours with minimum orders of one dozen blanks.
While we still offer thousands of made to order styles, we selected our best selling eight styles of union made in USA baseball hats for rush and under minimum orders, and we are committed to keeping several thousand in stock. These include solid-colored blank hats in navy, black, red, and putty (like a “stone”). All four colors come in both 100% cotton low style structured with a Velcro closure and 100% cotton unstructured with a tri-glide closure. All hats have a woven American flag label on the back strap.
Unionwear still embroiders in-house on thousands of different made to order styles, and we can embroider these stock hats too.
Did you know that “union made in USA” can be more affordable than just “made in USA”? How? Why? Check back here for a future blog post.
These blank hats can be ordered from Unionwear’s promotional product distributors, who can also handle the decoration if it is not done by Unionwear.
We don’t have this info up on our website yet but you can download a white-label, Client-Safe sell sheet HERE
Unionwear continues to make political merchandise for candidates covering the entire political spectrum. We’ve expanded production to ensure that “Made in USA” and the reshoring of the supply chain to the United States are available to the growing number of buyers who recognize how critical domestic manufacturing is to our economy.
The short video in this blog post shows our factory embroidering the front “panels” of the Biden Harris hats. One of the advantages of manufacturing here is we can embroider cut parts flat, which enable us to duplicate logos perfectly with embroidery.
The entrepreneurial mindset means there is never returning back-to-normal. Our business will definitely change from pre-crisis to post-crisis. With any luck, we will be better than before. At the moment it seems we will go back to our original business while keeping PPE business, depending on demand and other factors.
Regardless, there will be vastly increased demand for Made in USA products.
One of the main advantages is that we are making reusable materials that are actually cheaper than the disposable items made overseas. This is good for everyone. It increases domestic jobs. It protects our environment since we aren’t filling up our landfills. And, our customers are saving money on purchases while getting high-quality, reusable merchandise. Literally everybody wins. Including us.
Mitch of Unionwear discusses this topic and more in this video interview.
Even though the northern New Jersey area is one of the most expensive places in the world, and Unionwear has a well-compensated unionized workforce, we have managed to successfully stay in business since 1992. How? For starters, we embraced lean manufacturing (we discussed how in other blog posts.) But there are other reasons we thrive here as well.
In addition to embracing lean manufacturing, we have consistently had good relationships with local organizations and the community at large. We work closely with the New Jersey Manufacturing Extension Program (NJMEP). They have been an invaluable resource for us as we navigate through these challenging and ever-changing times. So before you decide to set up shop here, reach out to NJMEP.
Not only does Unionwear CEO, Mitch Cahn, sit on the board of directors for NJMEP, he has also served as Chairman of the Newark Workforce Development Board and a director of the Newark Regional Business Partnership. He is a champion of New Jersey manufacturing and continuously challenges the state to improve the business environment for manufacturing, given the quality of its workforce, its access to ports, and the existing general infrastructure. By maintaining a good relationship with the community, we are able to capitalize on opportunities that would not have been possible otherwise.
We maintain a good relationship with our union. When the coronavirus pandemic hit, our production pretty much ended and we were weeks, if not days, away from going out of business. So we reached out to our union and, within a matter of days, began manufacturing PPE, such as face shields and washable gowns, for first responders. We could not have capitalized on that opportunity without our union.
In order to improve efficiency and reduce costs, we often re-engineer our products to uncompromisingly keep design intent and desired utility, while reducing the labor steps.
Finally, being made in New Jersey means Made in USA. There are significant advantages to that as well, which we will discuss in future postings.
Read more about our custom made products and manufacturing practices HERE
Back in 2016, PocketNow, an online website focused on all-things portable tech, reported that Foxconn was considering opening factories in the USA. Thus far, the result has not panned out as our leaders wanted.
A little background: Foxconn is an electronics contract manufacturer with headquarters in Taiwan. It is the world’s largest provider of electronics manufacturing services and the third-largest technology company by revenue. They are also one of the largest employers worldwide with over one million employees. Foxconn’s consideration to open factories in the USA was not motivated by patriotism or even marketing. Rather, like most businesses, their decision was motivated by politics and economics.
Unfortunately, as of late-October 2020, Foxconn’s promise to open American factories has not panned out. And the whole project has turned into a surreal battle for tax cuts and a blame game in Wisconsin. A great quote from this articleillustrates how weird the situation has gotten: “As the divisions bickered, bored employees would come down from the Milwaukee headquarters to race the carts around the empty building, until the batteries finally died.” For their part, Foxconn disputed the report’s claim that the company hired employees only to achieve tax incentives.
This story highlights the challenges associated with reshoring. There needs to be a strategic and business reason to do so, such as better quality control, saving money on shipping costs, and avoiding supply chain disruptions.
Companies like Apple have to factor in all the costs and benefits to see if it makes sense to manufacture domestically, otherwise the initiative will likely fail. Tax breaks cannot be the only reason to do so.
Just in time for Labor Day and Election Day, Unionwear introduces a broad selection of face masks that are union made and union printed in USA with a removable union label.
Choose between larger imprint areas or more contoured shapes
Unionwear has three shapes to choose from—a rounded front with a perfect fit for breathability and comfort, a flat front for a full-bleed, full-color sublimation print, or a pleated flat front that combines the best of both.
Brushed 100% 7-ounce cotton twill.
All of our masks are made from high quality woven fabrics-not knits. Heavy but soft, this woven fabric provides up to 10 times the droplet blockage of porous t-shirt or handkerchief materials, while withstanding hundreds of home washings. Unionwear presently stocks this fabric in 24 colors.
Pick the right mask for your budget.
Unionwear offers quality levels from blank, flat singly ply masks with elastic earloops to full-color prints on a contoured face mask with adjustable pull-through ear loops and a second ply with filter pocket. All union made in USA.
All our face shields are available from Unionwear’s promo products distributors.
Download a white label, Client-Safe sell sheet HERE.
The company was purchased in 1992 with a fully-unionized workforce. Early on, and for largely idealistic reasons, we decided to keep the workforce unionized, because we believed that people should benefit from their hard work. We quickly figured out that working with the union was to our benefit.
When we first bought the company, our number one customers were labor unions, so we changed our name to Unionwear. To expand our customer base we dipped our toes into manufacturing fashionable baseball caps and hemp hats back in the early 1990s, long before they were cool or popular.
But then, around the year 2000, presidential campaigns started buying our hats as well. That’s when things really took off for us. Because it doesn’t look good when politicians talk about creating American jobs while buying hats from overseas.
For this and many other reasons, having a unionized workforce has been a strategic advantage for us. As you will see in later posts, it literally saved our business during the Covid-19 pandemic.
How unions help our employees and our company
In a lot of ways, government mandates have minimized the need for unions. The minimum wage is increasing incrementally for starters. Even more, companies with over 50 employees are now required to offer health insurance benefits and PTO (paid time off.)
For us, it has been much easier to deal with unions rather than negotiate with 180 employees individually for benefits. And, it is much less expensive to offer health insurance through a union which can use its bargaining power to bring those costs down.
And there are other advantages to working with a union. Having a unionized workforce brings in significant political and government business, especially for portfolios and tote bags. Most government employees are union members, which gives us a leg-up in securing government contracts. In fact, that represents 30% – 40% of our business.
So, although there are some disadvantages to working with a union, we have turned it into an advantage. We planned on treating our employees well anyway, so we have a good, rather than adversarial, relationship with them. It brought down costs in some areas. And it led to a lot of new business
What has Unionwear done to pivot during this crisis?
How was Unionwear able to keep operations running while also protecting workers?
Unionwear makes all of its products here in the U.S., but one would imagine that the supply chain has to be global. How has that held up through all of this?
Many people ask, “Mitch, how does Unionwear — a unionized manufacturer in Newark, NJ compete with China? Your real estate and labor costs are among the highest in the world.”
The fact is, Unionwear cannot compete with China on cost. In fact, Unionwear is the most expensive manufacturer in the world for their product categories.
There are a lot of misconceptions about competing on value. Here, Unionwear CEO Mitch Cahn clarifies what it means to compete on value.
1. Manufacturers cannot create value with work in process, because parts have no value until clients are willing to pay for them.
2. Manufacturers cannot create value by cutting labor costs. If manufacturers cut labor costs with lean manufacturing but do not redeploy that labor to another task, there is no value created.
3. Manufacturers cannot create value by focusing on profits. Using productivity as a tool to increase profits is the other side of the labor cost equation, and a NJ-based manufacturer cannot compete on labor.
4. Manufacturers cannot create value by having people work faster. If they are working fast without adding value to the product, they are destroying value.
Manufacturers only create value when their finished product sells for more than it cost to manufacture. Otherwise, you are not creating value, but are just moving it around.
This is the game Unionwear plays: knowing what it means to add value and focusing on that instead of decreased costs.
Marcus Lemonis is a business turnaround expert who hosts “The Profit” on CNBC. This show highlights businesses that are struggling, and Lemonis tries to help them on the path to profitability. He digs in to identify what is right, what is wrong and recommends improvements.
In this episode, he visits a New Orleans-based sewing manufacturer called Queork, which makes a wide variety of items made from cork. The business is truly unique but they are struggling with profitability.
Upon inspection of Queork’s facilities, Lemonis realizes the facility is horribly organized, as there is effectively no manufacturing process in place. The lack of process and procedure is costing them a lot in profitability and inhibits their ability to scale.
To find out what they could do better, Lemonis takes them to Unionwear in Newark, NJ to show them how it’s done. There, they meet Unionwear CEO Mitch Cahn who walks them through how efficient processes can dramatically increase their profitability and item quality. Cahn explains that, by implementing manufacturing processes, Unionwear reduced excess labor costs from three hours to about 15 minutes, just looking for thread. By implementing similar changes across their organization, Unionwear has been able to dramatically increase output quality and profitability, even though they are a union shop located in Newark, NJ.
Upon re-evaluation of Queork, Lemonis learns that they moved their facility to a much better-organized space, allowing them to increase production and profitability. Thanks in large part to Unionwear’s example, everyone now knows US-based manufacturers such as Queork can succeed in a challenging domestic manufacturing environment.
Unionwear, an American apparel manufacturer based in New Jersey, celebrates the company’s effort to implement lean manufacturing. Founded in 1992, today they employ 175 people. Mitch Cahn, president, and CEO uses his business as an example of why New Jersey is an ideal place to manufacture.
One reason Unionwear can remain incredibly competitive in New Jersey is its willingness to integrate best practices in order to create an efficient and productive manufacturing environment. Lean manufacturing is a strategy aimed at eliminating waste from production by applying process- es and procedures that have a dramatic impact on the efficiency, effectiveness, and profitability of the company. Lean manufacturing utilizes many “common sense” strategies that might at first sound easy to put into action. However, creating a truly lean manufacturing operation can present challenges, and these processes and procedures are often difficult to maintain over time. There is a clear distinction between understanding the concepts of lean and implementing it on the shop floor.
“We had been struggling to implement lean manufacturing constantly for the last 12 years and it’s a struggle because lean flies in the face of human nature,” said Cahn, the company’s president, and CEO. “The key principles to wrap your head around are reducing waste. Before we started lean manufacturing [employees] were spending 30 minutes working for every hat produced. They are now sending five minutes to produce a hat.”
Lean manufacturing is centered around the idea of creating more efficient processes, working smarter not harder, and eliminating waste in all its forms. Cahn identified that employees were spending too much time searching for fabrics. If Unionwear was able to reduce the time it took to find the correct materials for one employee by 5 seconds, and that employee repeats that process 10 times a day, that could equate to just about three and a half extra hours that one employee can spend on production per year. Scale that up to an entire facility employing 175 individuals and the ROI is undeniable.
Additionally, Unionwear began to focus on “Made in USA” branding. This proved to be a major selling point for American companies and Cahn was confident people were willing to pay a premium for ‘Made in USA’ products. He stated, “We do not have to be as inexpensive as goods made in China. We just need to be in the ballpark,” They are able to maintain a competitive price point due to their implementation of lean as well as through a comprehensive grasp of proper supply chain management and computer automation.
“We want stuff coming right off the truck and going into a product and then we want that product coming right off the production line and being shipped to a customer. That reduces our expenses of keeping inventory and storing inventory.” – Mitch Cahn
Cahn sits on the board of directors for NJMEP, a chairman of the Newark Workforce Development Board, and a director of the Newark Regional Business Partnership. He is a champion of New Jersey manufacturing and insists the state offers an incredible environment for manufacturing because of its workforce, access to ports, and its manufacturing infrastructure.
His impression of New Jersey manufacturing comes from years of experience in the sector and state. Cahn’s success is a testament to his leadership, the ability to implement lean, and brand his products as “Made in USA”.
Unionwear worked with NJMEP to develop a comprehensive lean manufacturing plan and to put it into practice. NJMEP’s lean manufacturing services are designed to make implementing this proven and effective business strategy manageable for a business of any size. For more information on lean manufacturing services, contact NJMEP and begin taking advantage of all the resources, support and experience available.
Although many factors have contributed to the manufacturing returning to the USA, the main driver is what drives most decisions: money. A mere 10 years ago, items made in the USA would have cost 200% more than items made in China. Now, it’s down to 25%.
There are two major reasons why this is happening:
Labor cost: not long ago, China faced an overpopulation crisis. In response, they set out on a One-Child Policy. Because of this, there are now fewer people entering the workforce. And, those people who are entering the workforce want to work for Apple, not work in factories. This shortage of labor has driven up wages.
Politics: the Foxconn factory in Shenzhen, China employs 1 million people, making tons of American goods. A series of investigations found horrific labor violations. As a consequence, employees received two, back-to-back 40% wage increases over two years. They also reduced the number of hours worked from 100 to 60, leading to 25% – 30% wage inflation year over year. At first, Foxconn and other factories responded by cutting corners, leading to many product failures, such as poisoned pet food, thus increasing expenses anyway. Companies tried moving out of China to “cheaper” places like Bangladesh, but those countries didn’t have the infrastructure, raising prices even more.
So, when you factor in shipping and other associated costs, the economic benefits to overseas manufacturing has all-but evaporated, leading to a resurgence of domestic manufacturing.
We are the primary brand chosen by political campaigns. Here are the details:
“JOE” on Navy, 100% cotton baseball cap with size-adjustable back strap.
Purchase is a donation to Biden Victory Fund.
Orders ship within 10 days.
Union Made and Made-In-USA.
As one of the few remaining manufacturers in the US, Mitch Cahn & Unionwear is trying to fill the void left by all of the cost-cutting, outsourcing companies that have contributed to our crippled supply chain for lifesaving healthcare products, including personal protection equipment. They have turned a factory that was gearing up to make baseball hats for the Olympics, the US Census, and presidential campaigns into a facility making face shields & isolation gowns for frontline healthcare workers.
A group of business owners and executives told state legislators June 10 that federal loans provided crucial assistance in the early days of the COVID-19 lockdown, but said they are worried about the state’s business climate and what will happen when the funds run out if the economy does not recover quickly.
“I pushed the button to upload my documents one second after the loans were available,” said Gary Fails, the president of Carlstadt-based City Theatrical Inc. “We were among the first companies to get funding.”
The loans enabled the company to retain all of its employees, but, he noted “as one of the first companies to get funding, we’re also one of the first companies to have the funds run out.” City Theatrical produces lighting products and accessories for live events, a business that is unlikely to return this year. “Broadway shut down and our business disappeared and our sales dropped by 90 percent, Fails said.
Fails’ comments, along with those of other owners and executives, came during an online hearing convened by the bipartisan state Legislative Manufacturing Caucus and the New Jersey Manufacturing Extension program.
While some executives described problems getting loans from the federal Paycheck Protection Program they were eventually resolved and allowed them to keep employees on staff.
Newark-based UnionWear usually makes promotional hats and other apparel, but pivoted to producing personal protection equipment when the COVID-19 outbreak hit. “In early March, we were about to have our greatest year ever,” said company President Mitch Cahn. UnionWear had orders to make products for presidential election campaigns and for Olympic athletes.
The PPP loans, Cahn said, allowed him to offer hazard pay to workers. He was able to offer a “significant bonus to convince people to come back to work.”
When a worker at Newark-based ZaGo Manufacturing Co. contracted COVID-19, the company was able to allow him and everyone he had contact with to be away from work for a month, thanks to PPP funds. “Our employees knew that that if they were exposed, they wouldn’t be hurt economically,” explained Gail Friedberg Rottenstrich, ZaGo’s CEO. The company makes self-sealing screws, nuts and bolts.
Cahn also raised an issue that many of his peers echoed: the regulatory environment in New Jersey. He said UnionWear did not get any orders from New Jersey for its PPE because the state did not override the need for approval from the Food and Drug Administration, an action other jurisdictions have taken. “We work with Detroit and Los Angeles, but nothing locally,” Cahn said.
Several lawmakers on the call, including Manufacturing Caucus co-chair Sen. Linda Greenstein, D-14th District, vowed that the Legislature would examine the issue.
Social distancing rules could also pose problems in a state where expanding structures can often be expensive and time-consuming. Marotta Controls CEO Patrick Marotta, told the lawmakers that in preparing his most recent budget, he planned to squeeze more employees into the company’s existing space. “That’s completely out the window,” he said.
The Montville-based maker of electronic components for the military owns 25 acres of land, but cannot add another building because of Highlands Council rules. So Marotta is trying to find a second location and is “looking at New Jersey restrictions as opposed to restrictions in other states.”
While the participants in the call generally praised the government response to the pandemic, many are concerned about what the recovery might look like. As Dax Strohmeyer, president of Triangle Manufacturing Co. Inc., put it: “If the demand isn’t there, it doesn’t matter if you can stay open.” The Upper Saddle River-based company is a contract manufacturer of medical devices and its business was hurt by the prohibition on elective surgical procedures imposed in March. Gov. Phil Murphy ended the ban effective May 26, though some limitations remain in place.
Strohmeyer is concerned that when his PPP funds are exhausted, he may be “in the tough position of furloughing and laying off people to realign our costs and revenue.” He added that when demand does return, he won’t easily be able to bring qualified workers back.
All of the owners and executives heaped praise on the NJMEP and CEO John Kennedy for providing essential guidance on reopening and interpretation of government mandates.
Unionwear in Newark, NJ made hats for the Warren, Bloomberg and Trump campaigns. Mitch Cahn, CEO of Unionwear, has been overflowing with orders of merch. Before the Coronavirus pandemic, the factory had been making election swag for both parties since 1992.
“I want to make sure that people have a way to speak freely and use our products to get their messages across,” said Cahn. “Some will appeal to young people, some will appeal to women, some will appeal to old white men.”
Before the Coronavirus hit, Unionwear was making between 2000-3000 hats in a single day. The factory orders usually come from agencies working with campaigns or candidate-supporting groups. That’s because political campaigns often want to hire US-based businesses for their merch.
The 2016 election was also a busy season.
Cahn continues: “The one time we saw a very surprising spike was with the original ‘Make America Great Again’ hat. The demand overwhelmed the supply. There are only a handful of factories [that could produce these] in the United States working on that hat for Trump.”
This sort of swag often doubles as campaign contributions, and it adds up. The Trump campaign sold more than $20m worth of merchandise between 2016 and 2018.
But not all campaigns make money on merch. Mike Bloomberg did not make money on his hats. He funded his run out of his own pocket.
Political swag is as old as the Presidency itself. Buttons bearing George Washington’s initials were sold at his first inauguration in 1789. But the business really took off in the mid-90s, when Mitch was just getting started.
“When the Internet came around and e-commerce became more viable, we got into the political market in a big way,” Cahn commented. But it wasn’t always easy. “All of our clients had moved overseas. And then we were left with a baseball hat factory and a lot of employees, and not a lot of places to get business from.”
Mitch had to transform the company, but he didn’t have to look far. He began selling to unions, who were looking to buy from Unionized businesses like his. He also began selling to military agencies, some of which are required to buy US-made goods.
Then came the political campaigns.
“The first order we got was a small order for the Bill Clinton campaign and was maybe 150 hats. Our first big break was with the Al Gore campaign [in 2000.] We sold probably more hats than we ever sold for any one particular client before. It was probably 200,000 hats overall.”
But having lots of swag may not translate into lots of votes, especially in 2020.
“The candidate that ordered the largest amount dropped out of the race early, Andrew Yang. That was definitely the most hats we’ve sold in this election cycle.”
Yang’s campaign sold more than 30,000 “Make Americans Think Harder” hats, which made up about $1.2 million of campaign revenue and are still for sale on his website.
And, what does Unionwear do with its merchandise once a candidate drops out?
“We have this down to a science. We are producing in small batches. Someone would have to drop out unexpectedly for us to get stuck with anything.”
Before the Covid-19 crisis, Unionwear CEO Mitch Cahn spent the past 28 years supplying hats to a wide variety of clients. Being one of the only unionized, domestic manufacturers of hats and other items, Mitch has found a significant advantage in providing swag to organizations that purchase products that are made in the USA. These groups include labor unions, some military organizations, and especially Presidential campaigns.
Presidential candidates buy hats from Unionwear for three primary reasons:
1- Candidates are eager to show off their commitment to American job creation
2- Some candidates, such as Donald Trump and Andrew Yang, earn a profit off of selling their hats, providing much-needed financing to their campaigns
3- Unionwear’s prices are not significantly higher than those made overseas, thanks to their commitment to lean manufacturing and just-in-time ordering. This also means there are almost never leftover hats, even if a candidate drops out of the race suddenly
How did Unionwear get started selling merchandise to candidates as diverse as Al Gore, Donald Trump, Mike Bloomberg, and Andrew Yang?
After making a whopping 150 hats to Bill Clinton’s re-election campaign, their big break came from Al Gore’s 2000 presidential run, where he sold an estimated 200,000 hats. He has made hats for nearly every presidential candidate since.
“The candidate that ordered the largest amount dropped out of the [2020] race early, Andrew Yang. That was definitely the most hats we’ve sold in this election cycle,” said Cahn.
Yang’s campaign sold more than 30,000 “Make Americans Think Harder” hats, which made up about $1.2 million of campaign revenue and are still for sale on his website.
“I want to make sure that people have a way to speak freely and use our products to get their messages across. Some will appeal to young people, some will appeal to women, some will appeal to old white men,” Cahn said.
Although currently manufacturing face shields and washable gowns for first responders, Unionwear is still taking orders for hats and other apparel. This crisis won’t last forever, but Unionwear plans on being around for a long time afterward.
Mitch tells us how, a month ago, orders for political campaign hats and items evaporated as the Democratic presidential field consolidated. So, Unionwear needed to pivot and they started calling hospitals to find out how they might be able to help by making personal protective equipment (PPE) to help in the Covid-19 crisis.
No matter whose team you’re on, there’s money to be made in presidential campaign-branded baseball caps — epitomized by those red “Make America Great Again” hats.
And Unionwear is one of the few companies in the running for that profit.
Mitch Cahn, president of the 180-person manufacturing team in Newark, says there are not a lot of textile products such as hats being made in the United States in general today — most of the work has gone to China or other emerging economies.
But, certain customers need to send the right message by choosing U.S. manufacturers for merchandise. That includes any would-be commander-in-chief.
Under normal circumstances, Unionwear is the leading manufacturer of union, made-in-USA headwear, bags, accessories, work wear and safety gear. 2020 was shaping up to be a great year for the New Jersey-based company – between the presidential campaign, the Olympics, the US Census and other events, Unionwear’s employees would be busy all year.
But when the Democratic presidential campaign abruptly ended and the coronavirus pandemic arrived, circumstances became anything but normal.
“A lot of our jobs were canceled,” says Mitch Cahn, Unionwear President. “We do a lot of event merchandise, and a lot of events were canceled and some of our military projects were scaled back to make funds available for emergency relief.”
Like many companies coping with the challenge of operating with mandated social distancing amid sharply reduced economic activity, Unionwear quickly went from trying to keep up with orders while working at full capacity to not having much to do at all. The company cut their staff, sent workers home and tried to figure out how to succeed in a world changed by COVID-19.
Then they decided that they needed to come up with a new business model to carry them through the crisis.
The pandemic created a huge demand for personal protection equipment (PPE) to keep front-line health care workers, law enforcement and essential employees safe. Unionwear not only wanted to shift production to keep operating but also to make a difference.
In the latest installment of ACG Global’s At Home with the Middle Market, Unionwear’s President, Mitch Cahn, discusses why Unionwear won ACG New Jersey’s Corporate Growth Award (1:15) and their experience being a union shop (2:55).
Mitch explains how Unionwear was able to participate in the PPP due to some assistance from the Newark Mayor and Invest Newark (9:48), how they’re able to grow by purchasing the assets of bankrupt textile businesses (11:32), and more.
A healthy relationship between company and union has been the driving force in getting health care providers more and more personal protective equipment when it is needed most.
Unionwear, a Newark-based company that is known for its production of hats, backpacks and binders, has quickly shifted its focus to creating face shields and surgical gowns.
Workers United has been reaching out to companies who could provide needs for those on the front lines in combatting the coronavirus, ensuring their employees are still working.
Mitch Cahn of Unionwear was featured in a new series called NJPAC Business Partners @ Home. These interviews will offer virtual conversations with executives leading their businesses in creative, effective and useful ways in the fight against the pandemic.
The first video conversation features three Newark business leaders who’ve rapidly pivoted from producing their traditional wares to manufacturing the vital materials—masks, sanitizer, medical face shields, isolation gowns—needed by front-line medical workers.
Mitch Cahn saw his entire summer’s worth of production laid out. His shop was going to produce hats for the U.S. Olympic team, manufacturing the line that organization would wear and sell. It was already manufacturing hats for all of the Democratic presidential nominees. Then his company would make more hats for the fall. Presidential merchandise was a lifeblood for Unionwear and the Newark, N.J., factory where they are produced.
As one of the few textile manufacturing factories in the United States, Cahn said, its “Made in USA” emblem was a premium companies want to be associated with. When a presidential candidate or the team representing the U.S. abroad wants a hat, they also want it, well, made in the U.S. — and that’s Cahn’s business.
But everything went awry quickly in early March. All but two of the Democratic candidates dropped out. Then the novel coronavirus pandemic started to hit the United States in full force, dramatically slowing down business along with the rest of the country. A few weeks later, Unionwear cut their staff, too, sending workers home and trying to figure out how they would operate in this new world.
According to Philadelphia Magazine, a new kind of union leadership is changing Philadelphia, and getting results.
Jerry Jordan of the Philadelphia Federation of Teachers, Chris Woods of AFSCME 1199C, and Ryan Boyer of the Laborers District Council are making their mark. Jordan’s PFT spent north of $340,000 on political campaign contributions last year; Boyer’s Laborers spent more than $2 million. When the pandemic hit and hospital workers at Temple demanded hazard pay, Woods promptly called all of his political allies to let them know about his membership’s plight. Hazard pay arrived shortly thereafter.
What is notable here is that all of these union leaders are black. “We’re forced to be much more than a labor organization,” says Boyer. Indeed, the unions are getting squarely involved in social justice issues as much as bread-and-butter labor union ones.
To stay relevant, some labor unions are going beyond bread-and-butter economic issues for their members. The PFT also assembled in front of the Comcast Tower, demanding free internet so students whose families couldn’t afford access could still attend virtual school during the pandemic.
And it’s why AFSCME 1199C reemphasized its campaign for social justice during the George Floyd protests. “We want to be in conversations not just as relates to police, but to the whole criminal justice system,” says Woods. “Because these are issues that affect our members.”
Donald Trump and Bernie Sanders aren’t exactly close on the political spectrum.
But at the Unionwear hat factory in Newark, New Jersey, they’re side by side.
Unionwear has been making campaign merchandise for US presidential candidates for nearly three decades.
The company caters to both Republican and Democratic candidates of all political stripes. This election cycle, the company has made campaign hats for Trump, Sanders, Joe Biden, Michael Bloomberg, and Elizabeth Warren, among other candidates.
Garment worker Maria Gallardo expressed a common sentiment: “We have to make money for our families, whether we agree or disagree with their message,” she said.
This year’s crowded field of candidates has been good for business. Cahn said Unionwear makes between 2,000 and 3,000 hats in a single day, with most orders coming from campaign-affiliated agencies or groups of supporters.
The 2016 election cycle was a particularly busy time for the company — Cahn said the company was surprised by demand for Trump’s famous “Make America Great Again” hats.
“Demand overwhelmed the supply,” he said. “And there are only a handful of factories in the United States. Everyone was working on that hat for Trump.”
Political campaigns often prefer merchandise companies that are based in the US, making Unionwear a go-to option.
Yet the candidate it’s provided the most merch for isn’t Trump, or Sanders, or even Bloomberg and his seemingly endless campaign budget.
That honor would go to Andrew Yang, the Democratic entrepreneur who dropped out of the race in February. Unionwear made many of the 30,000 “MATH” hats — that’s “Make America Think Harder — that Yang sold during his longshot presidential bid.
Its first political hats were for Bill Clinton’s 1992 campaign.
Political swag is at least as old as the presidency itself — buttons bearing George Washington’s initials were sold at his first inauguration in 1789.
But the merch business really took off in the mid-1990s, when Cahn was just getting started with Unionwear.
Cahn started the business in 1992. His initial attempts to sell to high-end clients like Neiman Marcus and Ralph Lauren were successful but short lived when the garment industry started to migrate to China en masse in 1994.
“We were left with a baseball hat factory and a lot of employees,” he said. “And not a lot of places to get business from.”
He didn’t have to look far for new clients, though. He began selling to American unions, which were looking for products made by unionized businesses like his. He also began selling to military agencies, some of which are required to buy US-made products.
Then came the political campaigns, starting with a small order of 150 hats for Bill Clinton’s first presidential campaign in 1992. But Cahn said business didn’t really take off until Al Gore, then vice president, ran for president in 2000.
“We sold probably more hats than we had ever sold for any one particular client,” Cahn said. “It was probably 200,000 hats overall.”
All of Unionwear’s production takes place at its New Jersey plant. That makes the company an attractive option for political campaigns, who often want to hire US-based companies to make their merchandise.
Unionwear contributes to a multibillion-dollar political marketing industry. Campaign managers and political strategists are increasingly looking to merchandise like hats and other apparel as powerful branding tools, according to New York magazine. Trump’s campaign alone has made $45 million off his “MAGA” merchandise.
So what happens to Unionwear’s supply of hats once a candidate drops out, like Democrats Klobuchar and Pete Buttigieg did recently?
“We have this down to a science. We are producing in small batches,” Cahn said. “Someone would have to drop out really unexpectedly for us to get stuck with anything.”
Fox News’ Alex Hogan reports from Unionwear where nearly every candidate for the 2020 presidential election has chosen to manufacture hats and bags. Candidates choose made in USA products for their campaigns to demonstrate their support for the American worker and domestic economy.
Despite all of the political differences between republicans and democrats, both parties have turned to Unionwear in Newark, New Jersey to manufacture their campaign hats during election season, since 1992.
“We’ve worked with virtually every campaign since we started the business. One of our first orders was for the Bill Clinton campaign in 1992,” said Mitch Cahn, President of Unionwear.
For the 2020 campaign season, Unionwear has manufactured hats for most of the democratic candidates as well as various support groups of President Trump.
According to Cahn, it is during presidential campaign years when many businesses turn to American manufacturers to produce their promotional goods to ensure their products are “Made in USA”.
“We have all sorts of businesses who order promotional products for their business thinking “This is made in China, maybe I should get this made in the USA, I don’t want us to look bad,” said Cahn.
For Cahn, whose company has manufactured products for entities like the U.S. Coast Guard and the U.S. Census, manufacturing “Made in USA” items with the highest standards of production is an obligation that has set Unionwear apart from the rest.
“When consumers buy products “Made in USA” they know that the workers who produce those products are supported by the same labor laws and environmental laws that the consumer benefits from,” said Cahn.
Who says that the only way for a manufacturer to make money is to send production outside of the USA? Not Mitch Cahn. After graduating from Wharton and working on Wall Street, Mitch decided he wanted to create something. So, in the early 1990’s he bought the distressed assets of a hat manufacturer and very purposely brought back the unionized workers that had been employed there. Twenty-eight years later, Mitch’s company, Unionwear, is the only manufacturer of American made baseball hats produced by unionized employees. In fact, he is the go-to source for every presidential campaign and anyone who wants the world to know that they care about where their merchandise is made and who makes it.
No matter whose team you’re on, there’s money to be made in presidential campaign-branded baseball caps — epitomized by those red “Make America Great Again” hats.
Promotional products made by Unionwear include hats, backbacks and tote bags.
And Unionwear is one of the few companies in the running for that profit.
Mitch Cahn, president of the 180-person manufacturing team in Newark, says there are not a lot of textile products such as hats being made in the United States in general today — most of the work has gone to China or other emerging economies.
But, certain customers need to send the right message by choosing U.S. manufacturers for merchandise. That includes any would-be commander-in-chief.
Promotional items with the coveted “Made in USA” label tend to get a boost from the presidential race, but with the popularity of President Donald Trump’s iconic headwear from the last election cycle, Cahn said baseball caps are especially relevant now.
“That hat really drew attention to hats as a campaign accessory,” he said. “That helped our business out immensely. We actually did some of those hats at the beginning of the Trump campaign before he settled on another manufacturer. At the same time, we did hats for the Democratic candidates and, ultimately, Hillary Clinton.”
When it came time for the presidential campaign season to get underway once more, Cahn said his business was busier earlier in the election cycle than it has ever experienced.
Right now, the business is busily manufacturing large quantities of hats for several of the Democratic candidates. Cahn didn’t name the clients, but he did add that three of the four candidates using Unionwear were at the top of polls.
Unionwear also makes accessories such as laptop bags for other clients, including the military and labor unions. It boasts that it compensates its Newark garment workers with union wages and benefits. And that’s a selling point around campaign season.
“Because someone who wants a union-made baseball hat really just has one choice — so that’s going to come up during presidential elections,” Cahn said. “A lot of candidates want to appeal to unions however they can.”
But, when the showdown for the country’s top job ends, local manufacturers are left with the competitive pressures of keeping products American-made.
And that goes double for keeping them New Jersey-made, given the higher costs of real estate and the minimum wage set to rise to $15 by 2024, Cahn said.
“Most of our competition is in the Southeast, where a lot of the country’s garment industry is,” he said. “There, the minimum wage is still at the federal minimum of $7.25. So, unless that goes up, by 2024, it’ll cost us twice as much to pay an entry-level employee here as it would in Georgia.”
That’s why the manufacturer is expecting to do some reinvestment in the automation necessary to sew and produce garments, even if the orders are coming in left and right for hats with campaign logos and slogans.
Cahn said he has no intention of replacing his workforce, but instead wants to give each person the potential to do more tasks.
One of the only reasons it hasn’t happened already is that the development of automation tools has been slower in the textile sector compared with other manufacturers.
“Most automation works well with hard goods, because they’re easy to grab and have finite measurements,” he said. “Things that are soft, you run into issues of robots being unable to grab fabrics and feel wrinkles in the fabrics.”
But, even with more options available now for the hat-maker, it’s safe to say there’s going to be more robotics on the manufacturing line come next campaign cycle.
“Several years ago, it wasn’t something we’d even consider, because the labor was a lot less expensive and the automation was a lot more expensive,” Cahn said. “The price of automation has come down tremendously and the price of labor keeps going up. So, now, it just makes sense.”
republished from http://www.roi-nj.com/2019/10/14/industry/2020-vision-candidates-who-want-made-in-usa-hats-can-call-unionwear-but-theres-more-to-business-than-slogans/
Fox News’ Opened the First-ever Made in America conference with live broadcase from Unionwear’s booth at the Indianapolis Convention Center. Carly Shimkus was suprised by the depth and quality of Unionwear’s product line and discussed how USA made products demonstrate their manufacturers’ commitment to the American economy.
The Reshoring Initiative and SEAMS, the domestic textile manufacturing association, presented their inaugural Manufacturing Reshoring Award to Unionwear for bringing cut and sew jobs back to the USA. Unionwear’s 180 workers in Newark, NJ make baseball hats, backpacks, and other bags for the promotional products, fashion, and uniform industries.
Unionwear’s technological innovations have leveled the playing field with imports by highlighting small batch, quick turn manufacturing. Unionwear’s predictive configuration tool at http://www.trillionhats.com allows it to sell custom made products using a traditional webstore experience rather than a cumbersome online configurator, while its mobile ERP platform automates purchasing, production scheduling, manufacturing, and shipping. The result is “made to order” as seamless as ordering from Amazon.
The baseball cap industry’s mass relocation to China since the 1990’s, and Unionwear’s success in keeping manufacturing stateside throughout, was thoroughly explored earlier this month in the three part serial podcast documentary “American Icon” on iHeartRadio’s Red Pilled America podcast.
The Reshoring Award was presented at SEAMS’ annual conference in Savannah,GA on May 9, 2019. At the event, Contempora Fabrics won the Textile Reshoring Award and Mara Hoffman Designs won the Brand Reshoring Award. SEAMS members had reasons to celebrate, with domestic textile manufacturing showing strong, sustainable growth to $70 billion and over 100,000 jobs, numbers that will continue to climb due to the recent tariffs and the upcoming presidential election, when interest in “USA Made” traditionally peaks.
Red Pilled America took a deep dive into the history of the baseball cap, and used the story of offshoring ballcap production to tell the story of American apparel manufacturing.
Episode 24 focuses on Unionwear’s history. Founded as a fashion industry contractor, Unionwear was nearly shuttered when unintended consequences of trade deals resulted in most of the textile business moving to China in the mid 90’s.
Unionwear took a systematic approach to seek markets that would only buy American: starting with unions, moving to political campaigns, the US government and military, then other manufacturers and nonprofits, and now back as a fashion contractor.
Hosts Patrick Courrielche and Adryana Cortez intersperse Unionwear’s story with a fascinating analysis of the economic, regulatory, and systemic changes that resulted in American manufacturing losing its edge, and what it would take to regain it.
The podcast has started a kickstarter campaign to sell a Red-Pilled America cap, pictured above.
Mitch Cahn, the President of Unionwear, and the Chairman of the Newark Workforce Development Board, has won the Raymond Hopp Lifetime Achievement Award for Excellence in Manufacturing. The announcement was made official at National Manufacturing Day. The fifth annual event was held on Friday, October 7, 2016. This celebration aims to improve public perception of the manufacturing industry’s economic value and to expand knowledge of manufacturing careers.
The Excellence in Manufacturing Award was established in memory of the president of HK Metalcraft, Raymond Hopp. Mr. Hopp was extremely dedicated to the New Jersey manufacturing community’s workforce development and was considered a strong advocate for their cause.
This very special award has specific criteria that the ideal candidate must meet:
Demonstrate clear respect for cultural awareness and diversity
Show a willingness to explore and learn new technologies
Display passion for continuing education
Be active in associations that indirectly or directly support manufacturing
Understand networking’s importance
Be a forward-thinking, creative, innovative business person/entrepreneur
Show, through their treatment of employees, peers, and business associates, that they are a highly moral businessperson
Have been involved in the New Jersey manufacturing community for a minimum of 20 years.
Back in 1992, Mitch Cahn started the New Jersey Headwear Corporation, which would one day become Unionwear. He landed a contract with Ralph Lauren for ball caps and had 15 individuals doing all of the sewing. Now, with 175 employees, Mr. Cahn’s Unionwear is responsible for nationwide promotional gear used in political campaigns and much more. Additionally, he is a principal textile supplier to the federal and state governments, post office, homeland security, and the military.
As president of Unionwear, and in years before that, Mr. Cahn has been publicly recognized as a passionate individual who works relentlessly to do as much as possible within his platform and position. A recommendation specifically for this award credited Mitch with not only meeting but exceeding the challenging expectations and requirements to win the Raymond Hopp Award for Excellence.
Mr. Cahn’s commitment to fellow manufacturers and education is evident; he participates in numerous events and organizations, including but not limited to Grants and Incentive Programs for Urban Manufacturers; Cloud, Mobile, Manufacturing Technology on the Shop Floor; Designing for Manufacturing; Worker Rights Compliance in Procurement; Continuous Improvement and Lean Manufacturing, marketing “Made in USA”; and more.
Numerous fellow entrepreneurs and friends celebrated Mr. Cahn’s achievement. Cohn Reznick (of Cohn Reznick LLP) offered an official pat on the back via Twitter: “Congratulations Mitch Cahn of [Unionwear USA] on receiving the Raymond Hopp Award for Excellence.” Cohn Reznick LLC is one of the top advisory, tax, and accounting firms in the United States.
Thanks to devoted entrepreneurs such as Mitch Cahn and his devotion to manufacturing high-quality products, consumers have a viable and laudable alternative to cheap imports.
Mitch Cahn, the President of Unionwear, and the Chairman of the Newark Workforce Development Board, has won the Raymond Hopp Lifetime Achievement Award for Excellence in Manufacturing. The announcement was made official at National Manufacturing Day. The fifth annual event was held on Friday, October 7, 2016. This celebration aims to improve public perception of the manufacturing industry’s economic value and to expand knowledge of manufacturing careers.
The Excellence in Manufacturing Award was established in memory of the president of HK Metalcraft, Raymond Hopp. Mr. Hopp was extremely dedicated to the New Jersey manufacturing community’s workforce development and was considered a strong advocate for their cause.
This very special award has specific criteria that the ideal candidate must meet:
Demonstrate clear respect for cultural awareness and diversity
Show a willingness to explore and learn new technologies
Display passion for continuing education
Be active in associations that indirectly or directly support manufacturing
Understand networking’s importance
Be a forward-thinking, creative, innovative business person/entrepreneur
Show, through their treatment of employees, peers, and business associates, that they are a highly moral businessperson
Have been involved in the New Jersey manufacturing community for a minimum of 20 years.
Back in 1992, Mitch Cahn started the New Jersey Headwear Corporation, which would one day become Unionwear. He landed a contract with Ralph Lauren for ball caps and had 15 individuals doing all of the sewing. Now, with 175 employees, Mr. Cahn’s Unionwear is responsible for nationwide promotional gear used in political campaigns and much more. Additionally, he is a principal textile supplier to the federal and state governments, post office, homeland security, and the military.
As president of Unionwear, and in years before that, Mr. Cahn has been publicly recognized as a passionate individual who works relentlessly to do as much as possible within his platform and position. A recommendation specifically for this award credited Mitch with not only meeting but exceeding the challenging expectations and requirements to win the Raymond Hopp Award for Excellence.
Mr. Cahn’s commitment to fellow manufacturers and education is evident; he participates in numerous events and organizations, including but not limited to Grants and Incentive Programs for Urban Manufacturers; Cloud, Mobile, Manufacturing Technology on the Shop Floor; Designing for Manufacturing; Worker Rights Compliance in Procurement; Continuous Improvement and Lean Manufacturing, marketing “Made in USA”; and more.
Numerous fellow entrepreneurs and friends celebrated Mr. Cahn’s achievement. Cohn Reznick (of Cohn Reznick LLP) offered an official pat on the back via Twitter: “Congratulations Mitch Cahn of [Unionwear USA] on receiving the Raymond Hopp Award for Excellence.” Cohn Reznick LLC is one of the top advisory, tax, and accounting firms in the United States.
Thanks to devoted entrepreneurs such as Mitch Cahn and his devotion to manufacturing high-quality products, consumers have a viable and laudable alternative to cheap imports.
On October 12, 2017, at the Anheuser-Busch Brewery in Newark, Mitch Cahn, Unionwear’s own CEO and President was the keynote speaker at the Commerce and Industry Association of New Jersey (CIANJ) Manufacturing Summit.
The CIANJ summit concentrated primarily on enhancing the manufacturing sector of New Jersey. From energy needs and transportation to tax implications and environmental regulations, its purpose was to bring together environmental professionals, manufacturers, lawmakers, and other stakeholders. Why bring all of these people together in one room? To decide what needed to be done to grow New Jersey manufacturing, a candid discussion had to take place.
The hope of those organizing this event and holding it at Newark’s historic Anheuser-Busch Brewery, was that those attending would leave with a deeper comprehension of how our economy and manufacturing are related in the world today. Manufacturing is key—it’s critical. And to grow the sector, some things need to change.
As a speaker at this type of event, Unionwear CEO/President Mitch Cahn is considerably qualified. This individual started what would one day be Unionwear with humble beginnings and a mere 15 workers. Today, not only has he increased his union workforce to 175, but with their help, he has grown the company into one of the only headwear producers still manufacturing in the United States of America.
The man who started out making baseball caps for Barneys New York, Ralph Lauren, Izod, and Gant is now the primary manufacturer of much of today’s political campaign and promotional gear. So successful has Mr. Cahn become that he and his “Made in America” company recently purchased the assets of business accessory manufacturer DLX industries, retaining many of its personnel, as well.
At the manufacturing summit, Mr. Cahn spoke about the fact that business has never been better. There is a slight problem, however, that he imagines many other manufacturing plants are also experiencing: Business is outgrowing the supply of machine operators. It’s hard to keep up. But with a problem like this, he wonders, why are domestic manufacturers being depicted as victims in the national dialogue?
One such recent source of “national dialogue” was an article in the New York Times. The writer portrayed a grim picture of domestic manufacturing, discussing the assumption that owners of manufacturing plants hoped their kids would grow up to find some easier way to make a living! To add insult to injury, the article also strongly suggested that despite all the pronouncements, praises and promises by politicians, they were actually doing little to help the industry.
In this article, the owner of a well-known engineering and plastics firm painted a very “woe is me” picture. While Mr. Cahn agrees that domestic manufacturing isn’t the easiest way to make a living in today’s world, he also notes that many of the problems in the industry are in the hands of company owners, CEOs, presidents, etc. There is a solution to every problem. It is not always easy, and sometimes you have to work at it, but you cannot let the growth of your business be impeded by systemic factors. Thinking outside the box is the kind of ingenuity that allows us to invent products, produce them on a mass level, automate that production, and finally, outsell our competitors.
The planners who put this manufacturing summit together could not have chosen a better candidate to speak. His invigorating words of encouragement and support will undoubtedly boost the morale of those needing it and inspire those fighting the good fight to keep going.
Note: The entire keynote given by Mitch Cahn can be found by clicking here.
Leader Bag Co was born from a love of beautiful design, and the desire to create a family-centered product that is truly missing from the marketplace.
When Meghan Nesher was pregnant with her son, Julien, she went shopping for a diaper bag that would work for both she and her husband. Coming up empty-handed, she opted for a Brooklyn Industries messenger bag; great for function, not so much for fashion. After a few months of use, she switched to the Fjällräven backpack; stylish and more comfortable, but not super functional. It was around this time that Meghan and her sister-in-law Liz Elliott, also a new mom, had their lightbulb moment: Why isn’t there a diaper bag that is beautifully crafted, simply designed and practical for both mom and dad?
Meghan, Liz and third sister-in-law Jess Nesher formed and funded Leader Bag Co as a family business in 2013. Since inception, we’ve enlisted the help of technical designer and manufacturing guru Jay O’Neill to bring our idea to life, and the uber-talented Lotta Nieminen to create our brand aesthetic.
Your brand is still only a year old, but what’s been the biggest challenge you’ve faced so far?
As a team of four, we all bring different strengths to the table, but at the same time, we all have strong opinions about pretty much every aspect of the business. We value playing to each other’s unique talents, but it’s not always easy with lots of cooks in the kitchen. We are constantly perfecting our team’s balance.
Manufacturing in the US – we were totally warned over and over that this was going to be difficult. All of us are perfectionists, and we’re all demanding, and I don’t think Unionwear knew we’d be so high-maintenance. Lucky for us, they have tons of pride in their work and are always striving to exceed expectations – which they did and continue to do.
Best thing you’ve learned?
Mistakes are opportunities, either to learn from or to create something new.
Your signature diaper backpack, the Julien, is a slick answer to a universal need; what kind of R&D did you pursue in the early stages?
Since we were all new moms, we did a lot of research for ourselves in the diaper bag market. We spent time looking at bags we didn’t like – even bought a few to compare. At the same time, we collected non-diaper bags we liked too, mostly based on modern aesthetics and strong craftsmanship.
We made lists of all the gear we stuffed into our baby bags and measured everything to make sure we designed the right size storage. We talked through where we would take the bag and what features we might need; for example, a hook to hang it in a bathroom stall while you change baby at a restaurant.
We collected tons of images on shared Pinterest boards – including inspiration for the brand, the bag and the lifestyle we wanted to promote.
Jay led us through multiple rounds of bag sketches – all different flavors and styles – until we settled on one we liked. He took the sketches to technical drawings, collected materials and had samples made. We went through at least three rounds of samples with Unionwear before we got our pack just right.
We put our samples on everyone’s backs, asked for feedback and took photos. We were careful to remove any design elements that seemed “girlie”, and made sure the shoulder straps were long enough to fit a really tall dad.
What features make the Julien awesome for carrying baby essentials?
The fact that it’s a backpack is key. We are all about leaving both hands free for tending to baby and being fully involved in family activities. Style-wise, the backpack is better for dad too – he’ll feel much more comfortable than if he were asked to carry a one-shoulder bag.
Ultimately, the Julien is awesome because of its storage and organization. We loved the idea of doing a drop-in “pouch” that can house some basics like a change mat, a few diapers, diaper cream and wipes. This way, you can just reach in and grab it for a quick change while you’re out.
We also made sure there were tons of compartments for all the essential gear. Outside, there are four decent-sized pockets for easy access, plus a clasp for hanging your keys. We also added stroller straps and hooks so you can easily hang it on your stroller when you don’t want to carry. Inside, there are four baby bottle (or water bottle) pockets, a sleeve for the change kit (or even a computer or iPad), a zipper pocket, and a few other larger pocket compartments. It’s wipe-clean and very utilitarian, but you wouldn’t necessarily know it from the outside.
When you’re running on no sleep and wearing the parental uniform of tracksuit pants and an old t-shirt, why is a luxe bag like the Julien important?
Being a parent isn’t always an elegant, effortless job. Especially when you’re a new parent running on empty and feeling overwhelmed.
The Julien immediately elevates your look: leather and canvas with rose gold details, all mixed with fine Made in the USA craftsmanship. And it’s effortless – it looks great with everything, is comfortable and keeps you organized so you can focus on what’s important: being present for your kid. There is absolutely nothing more chic.
Who else is making rad baby-related carry? Who inspires you to be better?
No one, in our opinion, is making a great diaper bag we’d want to carry! We do like Fawn and Cub’s change mat, and Ida Ising’s change mat/bag design.
Accessory and clothing companies outside of the diaper bag industry inspire us to be better, and companies that are producing their goods in the USA: Clare Vivier, Emerson Fry, Mansur Gavriel, Marine Layer, imogene + willie, etc.
What’s next for Leader?
There is a ton of room for us in the baby market right now. We see a lack of simple but beautiful and useful design, especially in kid accessories – which creates a whole lot of space for Leader to play.
When Matthew Burnett, founder of Makers Row, launched his own watch line in 2007, he followed the advice he had always heard and went straight to Asia to get them manufactured, believing the costs would be less.
But because he was a new brand, and wasnít placing huge orders at once, he ran into problems that hurt his business.
“My largest order was the factory’s smallest order and I was always getting pushed to the back of the line,” Burnett recalled in a panel talk at Northside Festival Friday. That problem led to first a much-improved arrangement domestically (more expensive, but ultimately worth it), and eventually his New York City-based startup, Maker’s Row, an online network of U.S. factories that he launched in November 2012 and which connects designers with domestic factories.
His company tapped into a trend toward made-in-the USA brands, one that panelist Mitch Cahn of made in the USA manufacturer Unionwear says has little to do with patriotism but plenty to do with buying local, environmentalism, and a growing demand for better workers’ rights. His Newark, N.J.-based manufacturing firm, which supplies unions, government organizations and others with apparel and accessories, now has fashion designers calling.
“There are a few misconceptions about Made in the USA,” Cahn said. Among them: that the cost of raw materials is more expensive here. In fact, prices on imported textiles have been rising 25 percent a year for the past few years, and “we’re in the ballpark” on textile prices in the United States.
Meanwhile in China, labor costs are on the rise, and workers are demanding better conditions as well.
While labor costs remain higher here, one cost-saving strategy he has found that works is what he calls “lean manufacturing,” which he says makes sure that people involved in labor spend as much time as possible on activities that improve the quality of the final product, and represent an improvement “that your customer is willing to pay for.”
Jeff Sheldon, the founder of Ugmonk, is a graphic designer whose e-commerce company uses American suppliers. It’s pricier, but he saves in the long run. For instance, because the brand uses a screen printer domestically (for which they paid more), they’ve built a relationship that means when he has a rush order, Ugmonk gets pushed to the front of the line.
“I think itís really true that you get what you pay for,” Sheldon said. “I’ve learned that if you ask for cheap or the best quality you’re going to get one or the other.”
American apparel manufacturer Unionwear is surviving the global marketplace thanks to its Rootstock cloud ERP system.
Apparel is increasingly an overseas business. Studies show that only about 5% of manufactured apparel is produced in the United States. Custom apparel and promotional product manufacturer Unionwear, based in Newark, New Jersey, is one such manufacturer that has sustained operations in the United States. While it employs approximately 120 unionized workers in a high-priced industrial corridor, Unionwear has been able to compete globally partly because it has embraced cloud ERP through its Rootstock software.
The company’s journey into the cloud has its roots in lean manufacturing. Mitch Cahn, Unionwear’s CEO, and his team knew that in order to succeed in a challenging environment, they needed to differentiate themselves from their competitors’ business practices. Lean manufacturing — the methodical approach to eliminating waste and reducing manufacturing costs — was the silver bullet the company needed.
As part of its continuous improvement, Unionwear was ready to adopt an ERP system designed for its manufacturing environment. After a search, the team found that Rootstock Corp.’s cloud ERP software was scalable enough to accommodate Unionwear’s operations and production needs, according to Cahn.
The cloud-based ERP approach afforded fast and easy implementations for the company, with no major IT infrastructure investment needed and a built-in ability to easily expand. This was the perfect fit for Unionwear’s long-term goals: increase customer satisfaction while maintaining a stable expenditure of resources for the manufacturing and production architecture.
A glimpse into the future reveals business apps in the cloud
While the Rootstock platform came with a wide variety of ready to use modules, Unionwear’s focus was on using its inventory management. The company’s primary raw material fabric and varied customer demands require that Unionwear use a multitude of colors and types of fabric, Cahn explained. It is not only critical to plan precisely the amount of material required for production, but to know exactly what is available for production at any given moment. The industry is, in general, a low-margin business. Any time spent looking for material or having extra material laying around that may never meet the needs of a future customer does not fulfill Unionwear’s mission of creating value.
Efficiency was also a critical component of Unionwear’s cloud strategy — specifically, efficiency in finished goods inventory. Unionwear only measures efficiency in the production of finished goods, meaning products that are ready to ship to — and bring value to — the customer. Any material and work in process does not equate to customer value, according to Cahn. With Rootstock, the company was able to calculate the efficiency of its manufacturing effort based on internally-developed standards that measure when the product is complete and ready to ship.
Unionwear’s future plans continue to explore the possibilities of cloud ERP and what it can do to make manufacturing leaner. For example, the company is considering using Rootstock’s reporting tools and utilities, as well as different cost accounting methods. The capability is there for the ERP system’s usefulness to grow as the company grows; as Cahn said, this is “a tremendous advantage and opportunity.” With its ERP in the cloud, Unionwear is poised to be a global competitor for years to
come.
Jim Romeo (www.JimRomeo.net) is a freelance writer based in Chesapeake, Virginia.
Follow SearchManufacturingERP on Twitter @ManufacturingTT
Unionwear President Mitch Cahn’s 15 Minute Ted Talk–Made Right Here: How the international worker rights and buy local movements are creating a surge in U.S. urban manufacturing opportunities. The talk discusses why the premium for domestic goods are shrinking, and the five types of business to business to market segments with strong convictions about buying USA Made.
TRANSCRIPT
Manufacturing is booming in Newark and other American cities after decades of decline.
Newark, NJ has over 400 active factories within the city limits that employ over 10,000 people. Four years ago nobody knew this, now a growing number of people know this. How did this happen in the middle of a recession? Well, as a manufacturer, I can’t say it was anything that our industry did. I am pretty sure it wasn’t anything that our government did. And I don’t think it was a wave of made in USA consumerism that pushed us over the edge.
What happened was over the last 20 years, goods have been made overseas in the third world very, very cheaply on the backs of exploitation of labor and exploitation of the environment. The growth in manufacturing now is because both “overseas” and “exploitation” have become a lot more expensive and a lot less attractive.
Activists did this–labor activists did this, unions, worker rights coalitions and environmental and buy local activists made this happen. They raised awareness, they localized supply chains and they helped to impose regulations creatively. And as a result we’ve seen what’s going on in Newark right now. “Made in USA” has relatively become a bargain. Cities like Newark are reaping the benefits because we have an infrastructure in place still from the 70’s and before that, we have a lot of concentrated labor and we are in the center of a transit hub. We have the ability to move people and goods around very quickly. We are within a day’s drive for something like a third of the population.
What I want to do now is talk about my experiences running Unionwear, which is a manufacturer of baseball hats, bags like backpacks and garment bags, safety vessel scrubs. We manufacture everything from scratch right here in North Newark. We have about a 110 union workers, we are 11 miles from Midtown Manhattan. We have been in business for 21 years. In almost every product category of ours, we might be the most expensive place to make that product in the entire world. So how is that over the last four or five years we’ve grown by about 25% per year after about a decade of being flat.
Well we’ve narrowed it down to five areas. One is market forces, specifically understanding the market forces that are going on and being able to educate our clients about it. How is Obama care going to affect domestic manufacturing? How is immigration policy going to affect in manufacturing. What if China decides to float their currency against the United States? Is that going to make United States manufactured goods less expensive? And more appealing to the rest of the world? Yes.
We stay on top of these things and we make sure clients know about them because changes in the economy happen right under people’s noses and they don’t even see it.
Market selection is a big one. There are markets that want to buy local. There are markets that want to buy made in USA. It’s more expensive to buy those things but they are willing to pay a premium. Who are those people and how do we reach them?
Product selection is an area that goes along with market selection. Now someone might not be in a market that wants to buy made in USA but they might want to be a product that might be less expensive to manufacture in United States, so what are those products?
Re-engineering is important because it’s very different to manufacture a product where there is no regulation and people are paid ten cents an hour versus where it is manufactured in an area where there is a lot of regulation and people make 10 to 15 dollars an hour. You can bridge that gap through smart re-engineering.
Finally we take advantage of our geographic advantages. We play up how close we are to New York City and Newark airport and port Newark and millions of skilled laborers.
So I am declaring right now the era of cheap imports is over. It’s dead.
So what’s happened as the price of imports increases is the premium paid for made in USA product shrinks. As that premium shrinks it becomes less expensive for people to have sourcing standards or enforce standards that they already had. So what happens and why the market is grown is there are a lot more people who are willing to pay 25% more for a product that’s made green, made in USA, made union, then they were in 2008 when it might have been 200% or 300% more expensive for that same thing. And it is that a big of a difference.
So one reason for this is labor supply and demand. China has had decades of a one child policy, and as a result there are a lot fewer people entering their workforce now and the people who are entering the workforce, they don’t want to make the iPhone, they want to work for Apple. So there are not enough people working in these factories–when that happens you have to pay people more to get them to work in manufacturing.
As a result of people being paid more there is now a consumer class in China and in India and in Pakistan. That’s driving up the costs of goods, its driving up the costs of gasoline, petroleum which is making goods more expensive to ship to United States.
I put a slide up of the iPhone factory because that’s an example of what has happened because of worker rights activists. When all of the working violations at the Foxconn factory where over a million people are employed were discovered, labor activists came in and negotiated a 40% wage increase and they lowered the amount of hours they can work from a 100 hours a week to 60 hours a week. They came in a year later and negotiated another 40% increase. You imagine what it does when a million people make that much more money. And have to work that fewer hours. They have to scramble the find workers. That’s why prices have been of imports have been going up so much.
And as a result of social media, the rest of the world’s workers are finding out what’s going on and realizing they don’t have to work this way. So you are seeing the same sort of riots, protests, strikes in Bangladesh and Pakistan. This has led to wage inflation of 25% to 30% a year. The response overseas has been to cut corners– poison in pet food, poison in dog food, exploding tires, broken plane parts, that’s led to more regulation which has put more expense on products that come in from overseas.
Companies have moved their manufacturing to places that they thought were cheaper than China like Bangladesh. But they didn’t have the infrastructure and ended up being more expensive. You ended up with month after month, factory fires and factory collapses which led to more regulation and more expense.
So who is buying made in USA, now that their premium has shrunk?
There are five different ways that people can say “buy local” and these are the markets that we try to appeal to. Buy American, people buy American for economic reasons, or if they have standards like the US government. Or if they want consistent messaging, like General Motors who makes goods domestically and they want to buy American-made goods because they are selling made American.
People want to buy union and support their fellow union workers.
People want to buy fair labor, they don’t want to buy goods that were made in a sweatshop.
People want to buy eco-friendly and people want to buy local.
So one of the of the areas that wants to buy American is the US government which makes up about a quarter of our GDP. This is something that is relatively new, this enforcement of the government buying American made goods.
Another area is trade justice and if you say the labels fair trade and sweat free and living wage on goods, those are all ways of saying that these goods were made by workers who are not exploited.
An example of someone who used to not buy products with these labels in is now is NPR. They would give away tote bags for memberships at the same time they were doing stories about sweatshops in China but the tote bags were made in those sweatshops because they get them for 25 cents a piece. Now it’s costing them $2.50 a piece to import. They are going to spring for $3 a piece and buy something that is made in USA and it basically cost less for them to put their money where their mouth is.
The link between fair labor and local and eco-friendly is this: The closer production is to consumption the less acceptable worker exploitation becomes. You don’t want to buy a shirt from someone around the corner who you know as working for below minimum wage and maybe working a 100 hours a week, but its okay if it is around the world.
Also the more likely that goods are produced using your labor and environmental standards. The factories are operating under the same laws that you benefit from.
Another area is product selection. So two examples of products that are less expensive to make domestically would be products that are big and bulky to ship and don’t have a lot of labor like this gigantic case right here that we make. That didn’t need to be made in USA but it is.
Or bags using expensive materials– this bag has $40 in leather in it but only maybe $8 in labor. In China maybe you can get it made for $4, so at the end of the day its $48 verses $44. By the time you ship it here and have the duties on it, its less expensive to make it in the United States. That’s why you see a lot of goods with expensive materials made in countries that are more expensive than United States like Italy.
So another area is small batch customization. There is a big overhead to making products overseas, you have to translate, you have to make tech packs. It is expensive to ship sampling back and forth, there are time zone considerations, so as result nobody wants to make 500 or a 1000 of something in China or Bangladesh. It’s a lot less expensive to make it here.
And finally re-engineering is the area where we are able to close the gap through product design. When we get goods a lot of times now people are reshoring goods–they send goods to us and it was a bag that they had made in China, they want to get it made in United States and I’ll say if you want it made exactly this way, its going to cost you $80 because there is no thought given to engineering the products because labor was practically free over there. We can redesign it so your clients won’t notice the difference that will be just as nice and we can do it for $15.
The other area is Lean Manufacturing and that is the concept where you can take people in a high wage environment and train them to use all of their time to just add value to the product and not waste time doing things that are not that the client doesn’t pay for, like looking for a pair of scissors or waiting for manager or walking from machine to machine.
So finally, Newark is a place that is perfect for manufacturing for a number of different reasons. We’ve got a high concentration of skilled labor, we’ve got a well developed infrastructure of manufacturing. There are lot of other manufactures here which means that there is a market for mechanics and trucks and things where that might not exist in an economy where there is not a lot of manufacturers. We are close to the port, we got Newark airport here and we’ve got access to everything. We have access to New York City we have access to capital, marketing, and technological expertise right here in the city of Newark through our academic communities.
There are other cities where this is happening. There are not a lot of rural areas where this is happening. So this is the time to take advantage of this once in a generation opportunity where people are coming to Newark to get things manufactured. Thank you very much.
It’s about 10 years since we had our first lean implementation here. It wasn’t until last year that we were able to put the pieces together because we needed to wait for the software to hit the clouds. Legacy systems are really too expensive and too clunky for a company of this size to be able to implement a robust ERP and we wanted something with which we would be able to grow to four times our size.
We also want something that we can add on to if we want to do things like track production, raw material, and efficiency on the factory floor; not all of our production employees use computers but all of them use smartphones and with a cloud based system like Rootstock we can have apps put on to smart phones that our production employees can use to track production, to track receiving, track cutting, track efficiency and things of that nature in real time. We can use that real time data for sales. We can also use, we can also integrate our website with rootstock and populate our product line using materials and processes that we already have costed, have that information flow to the factory using API’s and other new technologies and have our MRP system purchase goods, have work travelers and work tickets and production planning done without having to use any indirect labor or admin staff.
How Cloud ERP Reduces costs:
One of the things we have been able to use Rootstock to do to save cost is to really get a handle on our raw material inventory. We are able to make substitutions of raw materials in bills of material; so that if we are out of this swivel hook we can substitute a different swivel , take a look at what kind of inventory we have, recommends certain kinds of materials to our clients based on availability.
If sales people make recommendations of materials based on availability and cost and it will reduce waste and sting on operations tremendously.
In the future with ERP and the internet of things, we will be able to take orders online and use ecommerce and do many stages of our manufacturing using robotics, picking components and materials, using robotics to put them into bins, using apps to give workers instructions what to do with those bins and tracking production of them.
Unionwear and New Balance were featured on the Kudlow Report’s Made in USA July 4th Special. Unionwear President Mitch Cahn talks about how lean manufacturing principles helps union shops compete with factories overseas and in Right to Work States.
 Dad Caps
Dad Caps
 Five Panel Hats
Five Panel Hats
 Mesh Back Hats
Mesh Back Hats
 In Stock Blanks
In Stock Blanks
 Snapback Hats
Snapback Hats
 Stretchfit Hats
Stretchfit Hats
 Duffel Bags
Duffel Bags
 Backpacks
Backpacks
 Tote Bags
Tote Bags
 Computer Bags
Computer Bags
 Sling Messenger Bags
Sling Messenger Bags
 Cooler Bags
Cooler Bags
 Cuff Hats
Cuff Hats
 Beanies
Beanies
 Scarves
Scarves
 Zipper Folders
Zipper Folders
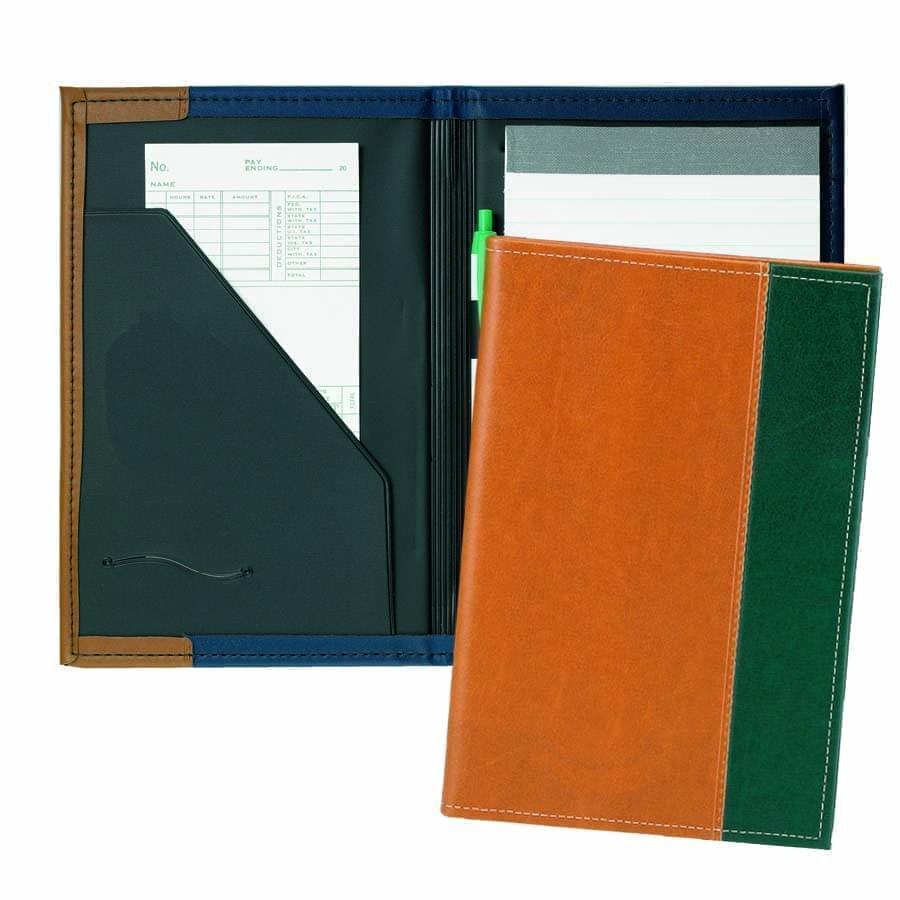 Stitched Folders
Stitched Folders
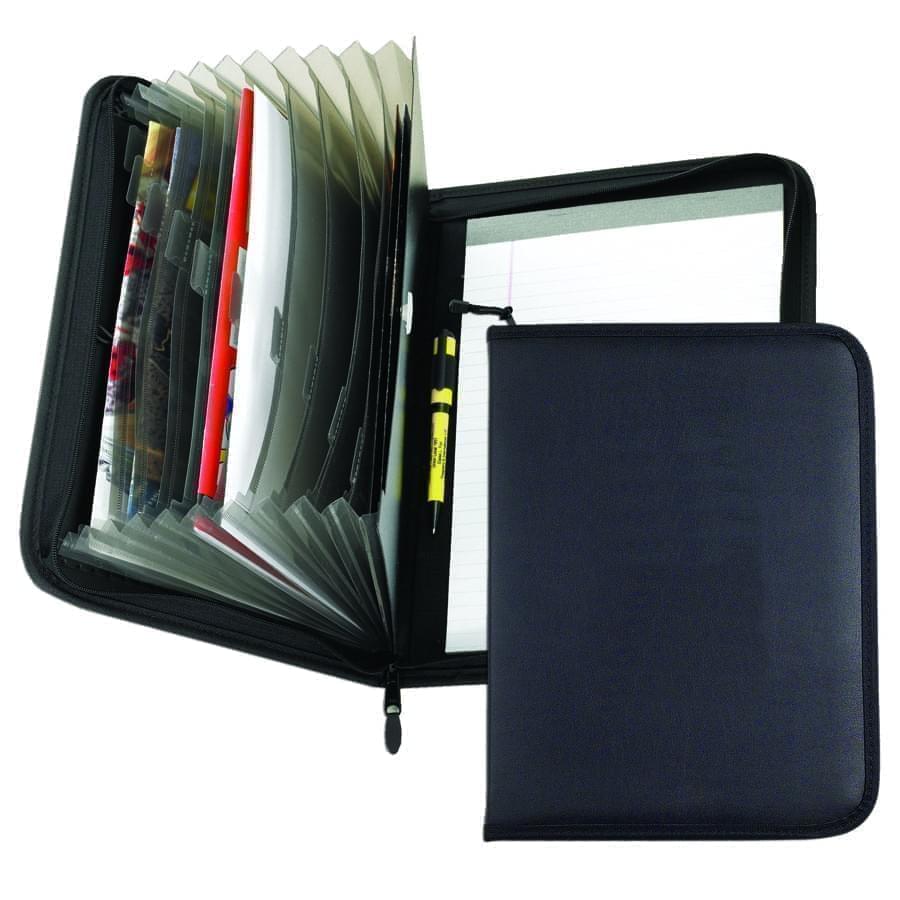 Accordion Folders
Accordion Folders
 Ring Binders
Ring Binders
 Letter Folders
Letter Folders
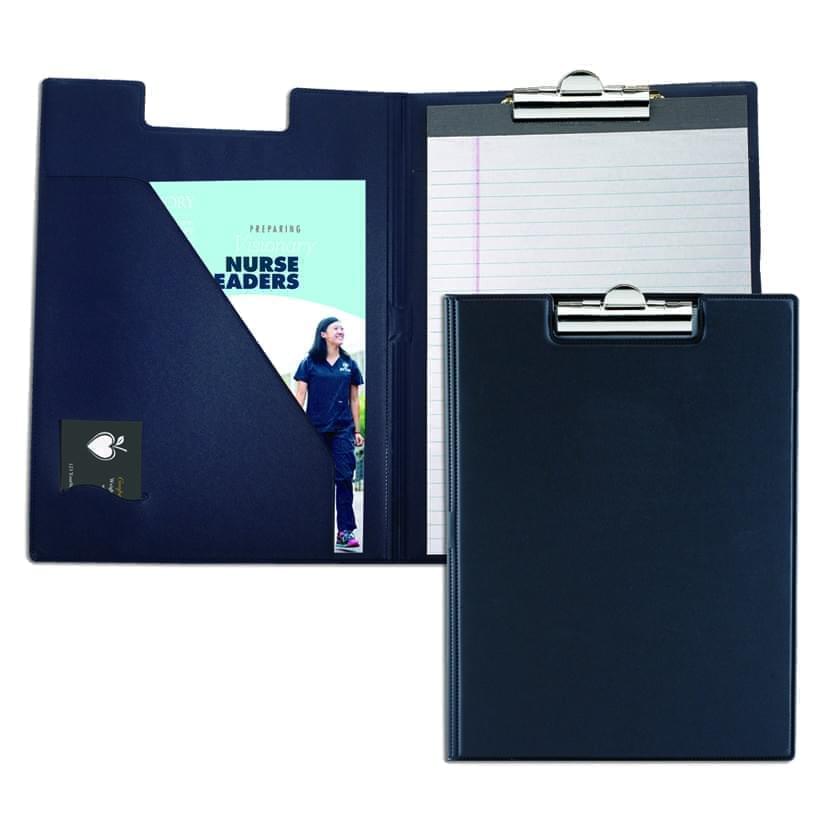 Clipboards
Clipboards



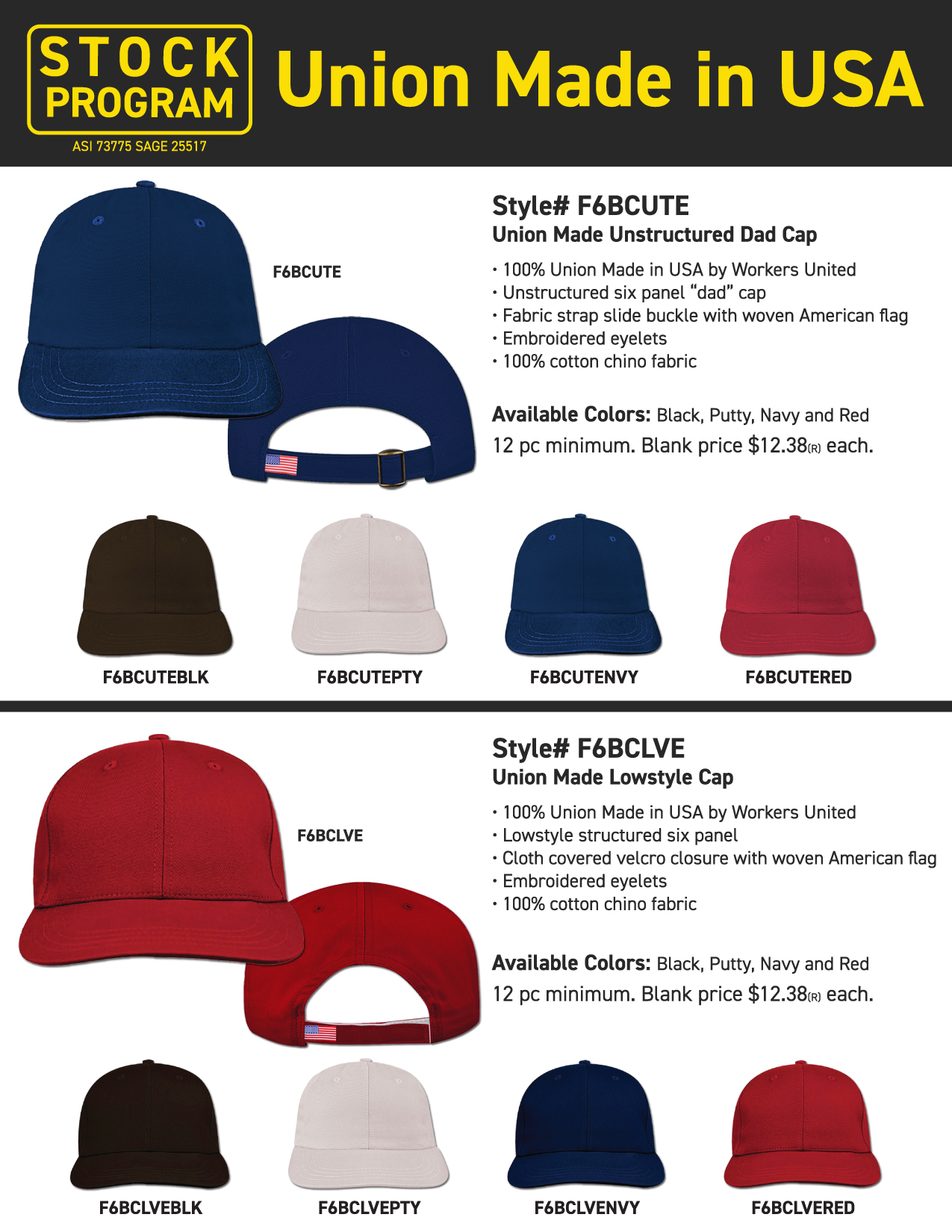{kind=link}