A crazy number of styles on demand, including top visor embroideries and the world’s largest selection of mesh back color combinations. We’ve lowered minimums to 24 blank and 48 embroidered and now stock blank caps for next day shipping of 12 units or more.
Everything from our new value-priced union made event giveaway bags to high end duffel and messenger bags. Keep us in mind for small batch custom jobs like 300 backpacks, and styles you need to reshore for USA manufacturing.
The last union shop in America sewing knit ski caps and beanies. Our in house sewing and embroidery enables us to embroider the hats before folding and sewing, leaving a clean finish on the inside.
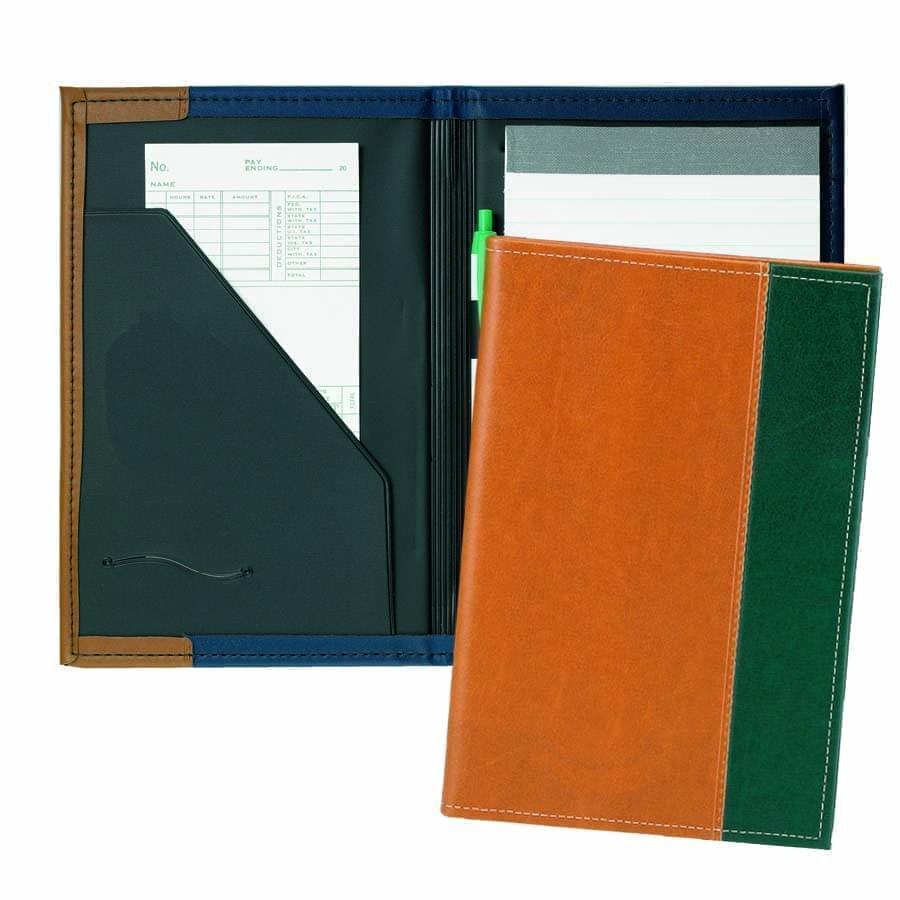
The only union shop in America making high end, stitched-edge binders and padfolios now in four finishes and dozens of fashion colors. Our in house embroidery enables us to embroider faux leather covers before the products are completed.
Unionwear embroiders its own hats, bags, and binders before production for cost savings, larger imprint areas, no registration problems, and sharper details. This process allows Unionwear to embroider products generally considered unembroiderable: The top of a plastic baseball cap visor. The pocket of a tote bag. The front of a leather padfolios folder.
Unionwear now offers contract embroidery services on 80 or more garments (or fewer with a minimum run charge of $615 (s)). Embroidery prices depend on the actual number of stitches it takes to duplicate your design, not on the number of colors. All baseball caps listed at unionwear.com are priced to include up to 4,000 stitches. For an estimate email artwork to sales@unionwear.com.
The article from BINJE discusses how recent tariff discussions have sparked increased interest in domestic manufacturing for companies like Unionwear, led by Mitch Cahn.This surge is attributed to the uncertainty surrounding global trade policies, prompting businesses to consider reshoring their production to the United States.
Unionwear, based in Newark, New Jersey, has experienced a notable uptick in inquiries from fashion brands seeking U.S.-based manufacturing solutions.The company’s ability to offer union-made, domestically produced goods positions it favorably amid the shifting trade landscape.However, while interest has grown, it’s yet to be seen whether this will translate into sustained revenue growth for Unionwear.
The broader context includes President Trump’s implementation of substantial tariffs on imports, such as a 145% additional tariff on Chinese goods, as reported by ASI Central.These measures have led to increased demand for American-made products across various industries, including promotional merchandise.
Despite the heightened interest in domestic manufacturing, challenges remain.Domestic production capacity may not be sufficient to meet the sudden surge in demand, and the long-term impact on revenue for companies like Unionwear will depend on various factors, including the stability of trade policies and the ability to scale operations.
In summary, while tariff discussions have generated increased interest in U.S.-based manufacturing, the extent to which this will benefit companies like Unionwear in the long term remains uncertain.
This PBS NewsHour segment by Catherine Rampell explores how businesses are bracing for potential tariffs promised by President-elect Donald Trump, especially on Chinese and Mexican imports. Companies like Deer Stags, which imports shoes from China, are stockpiling goods before tariffs hit, but face high risks in doing so. Others, like TILIT and Flexport, are scrambling to adjust supply chains or seek tariff engineering strategies.
While some firms try to diversify manufacturing to countries like Vietnam or Mexico, new tariff threats—even on those countries—create a volatile “Whac-A-Mole” climate. Domestic production remains limited due to high labor costs and a shortage of skilled workers.
Economist Mary Lovely explains that past tariffs were largely paid by U.S. businesses and passed on to consumers, increasing household expenses by up to $4,000 annually.
One potential beneficiary of rising tariffs is Unionwear, led by Mitch Cahn, which manufactures union-made bags and hats in New Jersey. Cahn says geopolitical chaos and “Made in USA” events like the 250th anniversary, Olympics, and World Cup are boosting domestic demand. However, scaling production is difficult due to labor shortages—leading Unionwear to automate bag manufacturing to remain competitive.
Overall, the report paints a picture of widespread uncertainty, rising costs, and shifting global production strategies—with a few domestic manufacturers poised to benefit if they can overcome labor and automation hurdles.
Join us for an insightful conversation with Mitch Cahn, founder of Unionwear, and Audley Wilson, CEO of RoboBurger, as we explore their entrepreneurial journeys, manufacturing success, and innovation. Mitch shares how he grew Unionwear into a leading U.S. manufacturer, supplying brands like Supreme and Budweiser while reshoring textile jobs. Audley discusses RoboBurger’s rise, automation in food tech, and its Shark Tank success. We dive into industry trends, challenges, and how the business ecosystem has supported their growth. Tune in for expert insights on U.S. manufacturing, automation, and entrepreneurship.
With major events like the USA’s 250th anniversary, the World Cup, and the Olympics on the horizon, the “Made in USA” trend is expected to gain momentum. Automation and AI-driven customization will play a critical role in shaping the future of domestic manufacturing.
News 12’s Syma Chowdhry and photojournalist Matt Nash visited Unionwear in Newark for their Made in NJ series. They focused on Unionwear as a national company that makes things for union members to wear. Full video here.
A recent Reshoring Institute survey of nearly 500 Americans asked if they prefer “Made in USA” products. According to the survey, nearly 70% of respondents prefer American-made products. And, slightly more than 83% said they would pay up to 20% more for products made domestically.
However, in my experience, what people say and what they do are frequently at odds. As I said in a previous post, there has to be another reason to buy in America that goes beyond where it is made.
For instance, if people believe the items are higher quality and will last longer, customers might be more inclined to pay a premium. Frankly, made in America is a secondary consideration.
For the most part, people want quality products at a reasonable price. They would not buy a made in USA product if it was perceived to be inferior quality, no matter where it was manufactured.
One big competitive advantage domestic manufacturers have is in the supply chain. We never worry about delayed shipments due to the pandemic or other unforeseen supply chain disruptions. We also have the advantage of addressing manufacturing challenges immediately, compared to those who have to deal with overseas suppliers.
So while made in USA is sometimes a marketing advantage — especially with political campaigns and government contracts — quality and consistency will be most buyer’s primary motivation to pay a small premium for domestically produced goods.
As the holiday season approaches, consumers are increasingly deluged with gift ideas. You could spend an eternity on Amazon alone searching for the perfect gift for your loved one. Where to begin?
We at Unionwear believe that it is important to buy made in USA. Although finding gifts that are made in America can be difficult, we found a resource that might make it easier for you.
Unionwear CEO Mitch Cahn had the opportunity to speak at New Jersey Manufacturing Day and discuss the recent global supply chain disruptions due to the COVID 19 pandemic.
When asked how we can prevent supply chain disruptions, Cahn said the pandemic exposed weaknesses in our global supply chain that we didn’t even know existed. Thus, it is reasonable to assume that future disruptions of unknown origin will likely expose additional weaknesses that we cannot even think about.
On the plus side, those domestic manufacturers who managed to survive outsourcing and Amazon have proven to be very flexible. In fact, they learned so much during these tumultuous times that many manufacturers, including Unionwear, were making PPE in a matter of days even though they had zero knowledge of manufacturing such items before. For instance, Cahn said he had never heard of a face shield before the pandemic hit. But after getting specs, he was able to quickly assemble prototypes in less than two days. It was only a matter of repurposing items Unionwear already had — including foam from backpacks, plastic from binders, and headbands from hats — and turn them into useable face shields.
To prevent supply chain disruptions, companies need to invest in domestic manufacturers. It is imperative to do so, as our national security continues to be at risk. To justify its cost, The Reshoring Institute created a formula that calculates the true cost of importing. These costs include:
Travel
Prototyping
Shipping
Time
Lines of credit
Delays
Pirating
Transportation problems
Reputation cost
When taking these into account, importing oftentimes looks more expensive than domestic manufacturing.
Ultimately, if the US government is serious about preventing future supply chain disruptions, American policymakers and regulators need to incentivize increased domestic manufacturing. Meanwhile, purchasers need to support these manufacturers by actually buying materials from them and not letting them go out of business. Although domestic manufacturers came to the rescue during COVID-19, we lost tens of thousands of lives because we didn’t have domestic-made PPE. This needs to be a major national priority.
US Senator Tammy Baldwin, Democrat from Wisconsin, reintroduced legislation that strengthens Buy American requirements for the federal government’s purchase of ships. It does this by expanding current law to cover all federal agencies, all classes of ships and more shipboard components.
The CEO of Fairbanks Morse, George Whittier, praised the bill. Fairbanks Morse is a US-based manufacturer of power systems for large contracts.
“The Senator’s proposed Made in America Shipbuilding Act will not only strengthen the defense industrial base by providing American-made components for U.S. taxpayer-funded ships,” Whittier said. It “will give American shipbuilding suppliers the confidence to invest capital and add high paying middle-class jobs.”
As of right now, the status of the bill is unknown. But it is good to see senior politicians are taking made in USA more seriously.
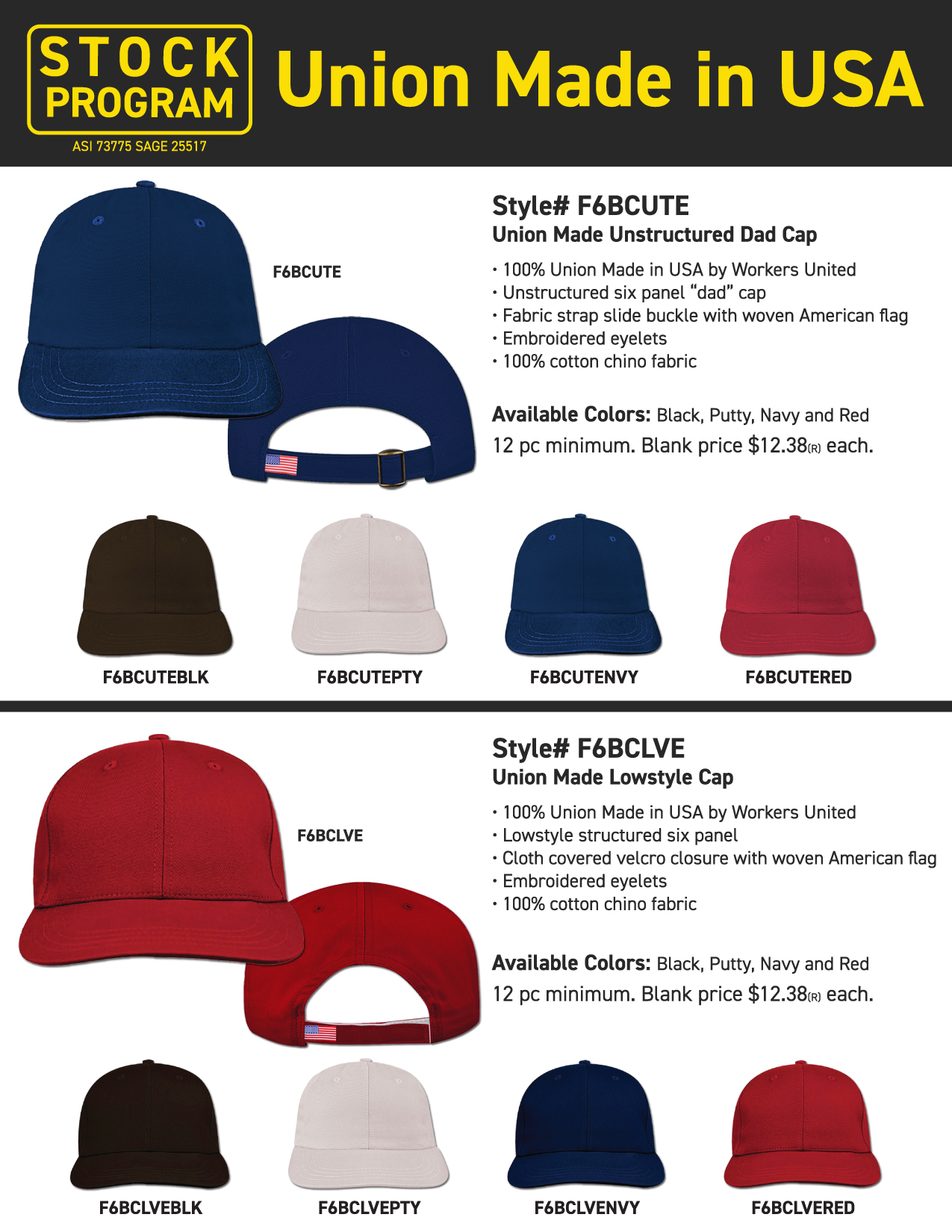
Due to popular demand for rush orders and small orders of our union made in USA baseball caps, Unionwear is now offering a stock program to our advertising specialty resellers. Orders ship in 24 hours with minimum orders of one dozen blanks.
While we still offer thousands of made to order styles, we selected our best selling eight styles of union made in USA baseball hats for rush and under minimum orders, and we are committed to keeping several thousand in stock. These include solid-colored blank hats in navy, black, red, and putty (like a “stone”). All four colors come in both 100% cotton low style structured with a Velcro closure and 100% cotton unstructured with a tri-glide closure. All hats have a woven American flag label on the back strap.
Unionwear still embroiders in-house on thousands of different made to order styles, and we can embroider these stock hats too.
Did you know that “union made in USA” can be more affordable than just “made in USA”? How? Why? Check back here for a future blog post.
These blank hats can be ordered from Unionwear’s promotional product distributors, who can also handle the decoration if it is not done by Unionwear.
We don’t have this info up on our website yet but you can download a white-label, Client-Safe sell sheet HERE
Unionwear continues to make political merchandise for candidates covering the entire political spectrum. We’ve expanded production to ensure that “Made in USA” and the reshoring of the supply chain to the United States are available to the growing number of buyers who recognize how critical domestic manufacturing is to our economy.
The short video in this blog post shows our factory embroidering the front “panels” of the Biden Harris hats. One of the advantages of manufacturing here is we can embroider cut parts flat, which enable us to duplicate logos perfectly with embroidery.
Even though the northern New Jersey area is one of the most expensive places in the world, and Unionwear has a well-compensated unionized workforce, we have managed to successfully stay in business since 1992. How? For starters, we embraced lean manufacturing (we discussed how in other blog posts.) But there are other reasons we thrive here as well.
In addition to embracing lean manufacturing, we have consistently had good relationships with local organizations and the community at large. We work closely with the New Jersey Manufacturing Extension Program (NJMEP). They have been an invaluable resource for us as we navigate through these challenging and ever-changing times. So before you decide to set up shop here, reach out to NJMEP.
Not only does Unionwear CEO, Mitch Cahn, sit on the board of directors for NJMEP, he has also served as Chairman of the Newark Workforce Development Board and a director of the Newark Regional Business Partnership. He is a champion of New Jersey manufacturing and continuously challenges the state to improve the business environment for manufacturing, given the quality of its workforce, its access to ports, and the existing general infrastructure. By maintaining a good relationship with the community, we are able to capitalize on opportunities that would not have been possible otherwise.
We maintain a good relationship with our union. When the coronavirus pandemic hit, our production pretty much ended and we were weeks, if not days, away from going out of business. So we reached out to our union and, within a matter of days, began manufacturing PPE, such as face shields and washable gowns, for first responders. We could not have capitalized on that opportunity without our union.
In order to improve efficiency and reduce costs, we often re-engineer our products to uncompromisingly keep design intent and desired utility, while reducing the labor steps.
Finally, being made in New Jersey means Made in USA. There are significant advantages to that as well, which we will discuss in future postings.
Read more about our custom made products and manufacturing practices HERE
Although many factors have contributed to the manufacturing returning to the USA, the main driver is what drives most decisions: money. A mere 10 years ago, items made in the USA would have cost 200% more than items made in China. Now, it’s down to 25%.
There are two major reasons why this is happening:
Labor cost: not long ago, China faced an overpopulation crisis. In response, they set out on a One-Child Policy. Because of this, there are now fewer people entering the workforce. And, those people who are entering the workforce want to work for Apple, not work in factories. This shortage of labor has driven up wages.
Politics: the Foxconn factory in Shenzhen, China employs 1 million people, making tons of American goods. A series of investigations found horrific labor violations. As a consequence, employees received two, back-to-back 40% wage increases over two years. They also reduced the number of hours worked from 100 to 60, leading to 25% – 30% wage inflation year over year. At first, Foxconn and other factories responded by cutting corners, leading to many product failures, such as poisoned pet food, thus increasing expenses anyway. Companies tried moving out of China to “cheaper” places like Bangladesh, but those countries didn’t have the infrastructure, raising prices even more.
So, when you factor in shipping and other associated costs, the economic benefits to overseas manufacturing has all-but evaporated, leading to a resurgence of domestic manufacturing.
According to Philadelphia Magazine, a new kind of union leadership is changing Philadelphia, and getting results.
Jerry Jordan of the Philadelphia Federation of Teachers, Chris Woods of AFSCME 1199C, and Ryan Boyer of the Laborers District Council are making their mark. Jordan’s PFT spent north of $340,000 on political campaign contributions last year; Boyer’s Laborers spent more than $2 million. When the pandemic hit and hospital workers at Temple demanded hazard pay, Woods promptly called all of his political allies to let them know about his membership’s plight. Hazard pay arrived shortly thereafter.
What is notable here is that all of these union leaders are black. “We’re forced to be much more than a labor organization,” says Boyer. Indeed, the unions are getting squarely involved in social justice issues as much as bread-and-butter labor union ones.
To stay relevant, some labor unions are going beyond bread-and-butter economic issues for their members. The PFT also assembled in front of the Comcast Tower, demanding free internet so students whose families couldn’t afford access could still attend virtual school during the pandemic.
And it’s why AFSCME 1199C reemphasized its campaign for social justice during the George Floyd protests. “We want to be in conversations not just as relates to police, but to the whole criminal justice system,” says Woods. “Because these are issues that affect our members.”
TRANSCRIPT: Mark Graban: Hi, this is Mark Graban. Welcome to Episode 234 of the podcast on November 16, 2015. Today’s guest is Mitch Cahn; he is president of Unionwear, a manufacturer of hats, bags and apparel in Newark, New Jersey. I first learned about Mitch and his company at the Northeast LEAN Conference recently, and I blogged about that. You can find a link to it at leanblog.org/234. Now, what caught my eye was the political hats they produce, including the famous red “Make America Great Again” hat that Donald Trump wears, among hats produced for other candidates. Beyond the surface of those hats is a fascinating story about competing instead of making excuses. As Mitch explains here in the podcast, Unionwear has been very successful, even though it’s producing in one of the highest-cost parts of the world. Unionwear has had to compete against imports from China and lower-wage southern states here in the US, and LEAN has been a major part of their strategy for improving productivity, reducing cost and being fast to market. Now, whether you work in healthcare or manufacturing, you’ll really love the story, the principles and the ideas behind Mitch, his company and his employees.
So, can you start off by introducing yourself and your company, Unionwear?
Mitch Cahn: Sure. My name is Mitch Cahn; I am the President of Unionwear. I started the business in 1992, and we’re based in Newark, New Jersey. We manufacture baseball caps and all sorts of headwear, and sewn bags, like backpacks, laptop bags, tote bags, garment bags, and messenger bags. Everything is 100% made in USA, and everything is made with union labor.
Mark Graban: What prompted you to start the business?
Mitch Cahn: I started the business in 1992. I bought a bankrupt baseball cap factory. Before that, I was working in investment banking, and I really didn’t like it. I wanted to be the client—I wanted to make stuff. So I spent about a year trying to come up with an idea to start a business, and then I came across this small baseball hat factory that had been foreclosed on in Jersey City, New Jersey, and I came up with enough money to buy the equipment at an auctions sale. I was going to do something different with that business—I was going to start selling baseball caps to the fashion industry, which was not a thing in 1992. You couldn’t go into The Gap or Macy’s and buy baseball caps back then, and I was actually successful very quickly. The idea caught on, and we picked up customers like Ralph Lauren, Nordstrom’s, and Izod, and we were helped by the growth of outlet stores at that time. However, by 1994, our entire business model collapsed because all of those clients started manufacturing in China. It happened really quickly; I didn’t see it coming. It was only a couple of years after Tiananmen Square; China became this giant in the market economy, and one of the first items they went after was baseball hats, because it’s almost all labor.
So we needed to come up with a new business model quickly, and around that time we came up with the idea of selling products specifically because they were made in the USA—going after the Made in USA market. We started with labor unions. We actually named the company Unionwear because unions were at that time one of our natural markets. We were the only union shop that made baseball hats. They were natural market for us, and then, by the year 2000, we expanded into political campaigns when the Internet made it possible for Al Gore’s campaign to raise money by giving a baseball hat away to every donor. We had that contract, and that’s been a big part of our business ever since.
We slowly looked into other markets that we found were buying American. After our LEAN transformation in 2007, we were competitive with non-union shops in the deep south. We could even compete with shops in Puerto Rico for military business—now that’s huge part of our business as well. In 2007, we bought a bag factory, and we did a LEAN transformation of that factory. Now that’s about half of our business. We’ve continued to expand our markets as the prices of imports continue to surge year after year, while our domestic pricing really remains flat. We’ve been able to break into more markets, particularly B2B markets that are looking at co-brands with the Made in USA label, which is really the most valuable brand in the world.
When someone gives a baseball hat or bag away, they don’t want that product to say “Made in China”. A lot of socially responsible companies give bags and hats away—Whole Foods, Google, and a lot of other companies—and they buy our products because the union label shows that the products were definitely not made in a sweatshop, and the Made in USA label shows that the products were not shipped halfway around the world. We’ve also been able to return to the fashion business over the last five years for the first time since the early 90s; we’ve been more competitive, and fashion businesses have been going for smaller batch manufacturing.
Mark Graban: It sounds like there’s a sense of purpose here, whereas a lot of industries and companies go with the flow. When business started going to China, all the lemmings said, “Hello, we have to go to China!” Even before you discovered LEAN, why was it important to you to stay in New Jersey?
Mitch Cahn: Well, I always reminded myself (and that’s the first ten years I was in business) that if I wanted to make money, it would have been a lot easier for me to stay on Wall Street. I didn’t want to make money; I wanted to make products. I find the manufacturing process extremely rewarding—I come into work, and someone meets me with an idea and leaves a sample. Then I have to figure out how to manufacture that sample, what machines to buy and what people to staff. To figure all that out and then go out in New York City and see people wearing and using the products is very rewarding. So, that was one part of it—I enjoy the maker experience. Second, from the outset I wanted to make sure that all of our employees were well compensated and had the same benefits as white-collar workers. Our union was the Ladies Textile Workers Union, and they said we were the first company (and we’re still probably the only company) that went to them before we started the business. We wanted to start a union shop because I knew we were going to give our employees the benefits that union workers would earn anyway. We might as well take advantage of the relationship that the unions had and use that for marketing purposes.
Mark Graban: I’m curious to hear more about LEAN. How did you first get introduced to the idea of LEAN?
Mitch Cahn: Around 2004, we faced with a lot of increasing expenses that were not really affecting the rest of the country. New Jersey was raising its minimum wage significantly ahead of the federal minimum wage. We were going to see our wages go up by about 30-40% pretty quickly. We also had big increases in health care at that time, and most of our competition was non-union shops in the South, and in right-to-work states. In most non-union shops, until ObamaCare, there was no health insurance offered, and we started to see the cost rise over a four-year period. We used to pay $50 a worker for health insurance, and by 2004, it was about $180. Then our real estate prices right outside the New York area started going up pretty quickly. So we couldn’t compete with the South, even for the Made in the USA work, and I was very concerned with our ability to remain a viable company. I started looking for a magic bullet, and I stumbled upon a LEAN 101 seminar that was being run by a New Jersey Manufacturers’ Extension Program (MEP). I took it, and it really blew my mind. For anyone who isn’t familiar with this program, it’s a national program, a one-day class that trains everyone from executives to factory workers on the whole LEAN process.
It puts people in a simulated factory making clocks. At the beginning of the day, everyone is using their own traditional methods to set up a production line and manufacture very simple clocks with the other executives—these are people who believe they know everything about manufacturing. At the beginning of the day, all these executives working together, with all their brainpower, might produce about 15 clocks an hour. Throughout the course of the day, LEAN principles are introduced one by one. Then they do another simulated flow, where the manufacturers take the principle they just learned and apply it to this mini-production line, and their volume increases. From the beginning to the end of the day, this group of executives will increase their production from 15 clocks to 300-400 clocks an hour! It really opened up my mind to the possibilities in my factory. I still remember when I came back, and all I could see was the opposite of LEAN. I was so angry! I was angry at everyone who worked for me for not seeing that they were doing non-value-added work all day, completely forgetting that I had just gone ten years without seeing any of that myself.
Mark Graban: Yeah, it becomes hard when you suddenly see waste and problems that you would have looked past before.
Mitch Cahn: I just wanted to do everything at once, and of course you can’t do that, but I did go back to MEP. I hired them for a small project while they submitted a grant proposal to the New Jersey Department of Labor to do a LEAN transformation for us. I brought in the consultant from NJ MEP, and he met with our plant manager at the time and me. The plant manager was very old-school, a traditional manufacturing production line person with about 30 years’ experience, and he was very skeptical of the consultant. All he wanted to know was how he was going to make our machine operators sew faster, and the consultant said, “I can’t do that. I don’t know anything about sewing, to be totally honest with you.” The plant manager asked, “How are you possibly going to improve our production here?” and the consultant said “Well, I’m only going to focus on what they’re doing when they’re not sewing. I worked in food companies, paint companies and car companies, and it’s always the same things. All I do is look for those things, and I train your workers and your management to eliminate those things through designing the factory differently and training people differently.” The plant manager was not convinced, but I brought the consultant in anyway, and we started with a really simple project. He went for the low-hanging fruit, and he took a look at our embroidery operation. We run about 12 embroidery machines here in the middle of our production process where we embroider our own hats and bags.
He spent a day observing that process and asked me, “How long do you think your machines are down between orders?” I remembered this from the spreadsheet that I looked at when I bought the machines, and I said about 20 minutes. He’d made a videotape, and he said, “Well, how about an average of about 2 1/2 hours?” I didn’t believe him. I watched the videotape, though, and I saw that the machines were indeed down as he’d said. In the past, I’d walked around and saw everyone working hard and running around, so I couldn’t understand why the machines were down for so long, and this was something that was going on 15 to 20 times a day—that was the average number of orders that we are pushing through the embroidery department a day. It turned out to a very simple problem with a very simple solution.
Our embroidery manager was a Chinese National who spoke English, and our embroidery operators were mostly from Spanish-speaking countries; they spoke a little English. The manager gave the instruction to go pick out threads of certain colors for an order. From the time she gave the instruction to the time they brought back the proper cones was about two and a half hours. Why? Based upon the instructions from the customer, she told the staff to look for, say, dark gray and dark green. The employees would go out to the shelves of closed white boxes with the thread color names on them, and the names were things like cement, and soup and canary and so on. They had to open box after box to find the right color thread. If they were lucky, it was the thread the embroidery manager had envisioned in her mind. If they weren’t lucky, they had to go back and return with another armful of threads. Then they would have to count out the threads—threads were shipped to us in boxes of 12, and our machines had 20 heads on them. So they’d count them out, they’d have to find the beginning of each cone and they’d have to bring them to the machine, put them on the machine and thread them, and then go back to get the next color. So the consultant’s first project was to get rid of all the color names and get rid of the boxes. We put everything in giant zip-lock bags. We color-coded our factory thread department like a rainbow, and we referred to everything by color number. We took all the threads and inventoried them in units of 20 to correspond to the machines’ 20 heads. Bags would come out to the table; the embroidery machines would be loaded. When it was over, cones would go back into the bags and be put back on the shelf. The whole process went from about two and half hours to 15 to 20 minutes pretty quickly, and we were easily able to see the power of LEAN in that department. We were sold.
So we went ahead, we got the grant, and we spent about two years putting in every facet of LEAN into the factory. We put in 5S, we put in all sorts of Kanban, we did single cell flow, and every one of these steps was really a phenomenal success for us. The 5S is something that we do every year, and it’s something the owner really needs to be involved in. For example, no one who works for me is going to throw a machine away. I’ll say, “Hey, we’re never going to use that machine! No one is going to pay for it, I just looked on eBay; we’re just going to sell it for scrap.” No one else will say that. So I need to actively show up, ready to get dirty for a couple of days.
Mark Graban: You mentioned the MEP programs, and for people who aren’t familiar with that, it’s a federally sponsored and funded program, but the MEPs operate at the state level. Some of the MEPs are doing work with healthcare organizations—the Ohio MEP, which works under the name TechSolve, is working with both manufacturers and healthcare providers. You talked about your healthcare costs going up. If you went into a hospital, I know you would see the parallels of why it takes so long between cases in the operating room. You talked about sewing—we’re not asking the surgeons to work faster, we’re just trying to maximize the amount of time during the day they can actually be surgeons, and that makes a huge difference in healthcare. Hopefully it’s going to help get costs under control. There are big parallels there.
Mitch Cahn: Yeah, there are a lot of parallels between healthcare and manufacturing, and coincidentally, while we were going through the first LEAN transformation my first son was born. The consultant, Dave Hollander, who shepherded us through this whole process, always tells how I came back from the hospital with all these ideas—it was Mt. Sinai in New York, which was already implementing LEAN—that I wanted to put in our factory. We still use a lot of those processes, like color-coded folders. There are so many LEAN improvements that we made, but one of the first principles that they taught us was to get rid of tables. Tables are evil! Unless you are using the table for a particular job, it’s going to be filled with garbage, on top and underneath, because that’s human nature. I noticed that in hospitals, if anybody needs a table, they get a rolling cart, so we gave everybody their own rolling cart. We designated places on the cart for everything that they need, and we gave them a small personal space on the bottom for their own stuff. We still use that, and apart from the productivity gain, the amount of space we gained was great.
Mark Graban: There is a good general LEAN principle: put everything on wheels! Be flexible so you can rearrange cells, rearrange the layout, make changes as customer demand changes to create different capacity—that’s definitely a great lesson. There was a letter that you had posted at the Northeast LEAN Conference. Could you talk a little bit more about the idea? I think a lot of manufacturers still don’t get the idea that they can’t create value by cutting labor costs. You have to redeploy labor in creating more value. Can you talk about what that’s meant for you and the company?
Mitch Cahn: Okay, we have a single-minded focus on creating value. Once the people who work here understand what that means, then it becomes a mindset, and it becomes very easy to implement any of the features of LEAN. We are here to create a finished product that needs to go right into a box and get shipped to a customer, and that customer will only pay for the value that we added to that product. So, if we’re making products, and we’re putting them in boxes, it’s inventory. We’re not creating value at that time; we’re just creating inventory. If we are creating work in process because people are working faster, that’s not finished product that we can sell. We’re not creating value. Now, if we are able to improve our productivity so that we’re creating a lot of value, and because of that I lay people off, I’m not actually creating value by doing that, either. Creating value means if I have a 100 people, and they used to make 1,000 hats a day, and now they can make 2,000 hats a day, and then 50 people can make 2,000 a day, I’m creating value by taking those other 50 people and creating another product with them. That to me is creating value. One of the keys to our success is our ability to measure the amount of value that we create. We have a process that we use. We do a lot of custom products—baseball caps are a very cookie-cutter process, that’s only about half of our business. The other half is bags, and every bag that we make is different. One day we’ll be making tote bags, the next day we’ll be making messenger bags. They’ve got totally different value street maps, and they’ve got totally different plant layouts.
So the first process for us is to figure out by doing a traditional time study, what is the cycle time of this product? What is the amount of time that the worker is actually adding value to the product, just picking two pieces of fabric and sewing them together? Or cutting that fabric—that’s really all we do that adds value. Everything else we do, such as looking for thread, waiting for instructions from a manager, redoing work or building up work in process, that’s not adding value. So if we take an attaché, and we know that attaché has 20 minutes of time that’s spent just adding value to that product, we can then measure our output in terms of minutes of work created against the amount of time that our workers worked. So we say, based on our time studies, our workers created 10,000 minutes of work today, but based on our time clock, they worked 20,000 minutes. That means they spent 50% of their time creating value. We measure this all the time. It enables us to get our pricing in check, enables us to know if we’re meeting our margins just by walking on the floor and seeing if there is work in process or if there are people moving around. It’s created goals for everybody to know whether the shop is LEAN and creating value or not.
Now, when we started this process, before we did any LEAN stuff, we were adding value only 20% to 25% of the time. The rest of it was all spent on non-value-added work. By the end of the process, we were adding value about 65% of the time, so our productivity almost tripled. It was difficult for most of our line workers to grasp the concept of what we were trying to sell to them, so we changed our measurement from percentage of time working efficiently (or adding value) to hours per day, and then people finally started to get it. We said, hey, you know, believe it or not, you’re only spending about two hours a day sewing, but you’re getting paid for eight. We’re asking you to spend about five and half to six hours sewing and get paid for eight, and they got it. That actually seemed like a great bargain to them. We were able to retrain everybody on LEAN principles; we made our own videos highlighting about 50 different non-value-added tasks that were regularly performed in the factories, so we could help people identify them.
Mark Graban: There are many things that are interesting and impressive about your story, but I think one of them is your involvement as an owner. LEAN is not just an operations strategy; it really is a key piece of your business strategy—it’s how you’re running the business and trying to be successful in the long term.
Mitch Cahn: Yeah, I think if I were to describe my job, I’m in charge of LEAN here. Everything else kind of takes care of itself, but LEAN is a battle against human nature, and it constantly needs improvement. If you’re doing LEAN properly, you need to continually improve, because if you are able to clear up one bottleneck, there’s going to be another bottleneck created somewhere else. You clear up that bottleneck in sales, and there’s going to be a bottleneck in production. You clear up that bottleneck, then you find a bottleneck in order processing. So I leave the top line growth up to the salespeople, and I take care of the growth and capacity by implementing LEAN principles throughout our entire organization.
Mark Graban: At the conference you displayed hats you’d produced for Jeb Bush and for Hillary Clinton, and there was the bright red, very familiar Donald Trump “Make America Great Again” hat. I was wondering if there were any stories, particularly behind the Trump hat. I’m curious about getting that business and trying to deliver a large number of hats relatively quickly. Are there any stories that you can share about that?
Mitch Cahn: As for Hillary Clinton’s campaign, we have been doing work for a company called Financial Innovations for decades. They’ve been managing the Democratic candidates for President for quite some time, ever since Bill Clinton. We have a very strong relationship with them. One of the reasons our company is regularly chosen to produce products for candidates is that we can produce goods quickly. Candidates don’t buy for the long-term—a lot of the primary candidates right now don’t know if they’re going to be around in two or three weeks, so they’re ordering every week. Instead of ordering 25,000 hats at a time, they’re ordering 2,000 or 3,000 hats a week. They need people who can turn things quickly, and because of our LEAN principles we can do that. We don’t have a lot of work in process on the floor, so we’re able to rush orders for people who need them. Another reason is that we’re a union shop, and the union label assures political campaigns that we’ve already been vetted for any sort of social compliance issues. That’s a smaller issue for the Republican side, though we have done a ton of Republican work. We did all of the work for the John McCain campaign, and we’re doing about four candidates right now. They just ask that we don’t put a union label inside the hat, for whatever reasons.
The second reason that we’re chosen is that we have a reputation. The candidates don’t want to get bitten by going to unknown manufacturer and finding out the products were actually made overseas. Our reputation as a military contractor says to them that we have been vetted by the military, and military goods need to be made domestically—not just all the labor but even all of the components for those products need to be sourced domestically. So I think that’s why they come to us. We never work with the campaigns directly; we always go through advertising agencies. The particular agency that we worked with on the Trump hat came to us from the Made in USA Foundation. They were concerned after they’d seen these hats being made overseas and contacted that agency, who told them that they don’t need to put “Make America Great Again” on a hat that says Made in China.
Mark Graban: Right. It’s interesting that of the three hats that were on display, the Trump hat was the only one that did not have Made in the USA embroidered on the brim. I think some people misunderstand LEAN as being about cost, when the primary thing is about improving flow, as you’ve described so well here—reducing setup times, improving productivity as a way of being more responsive to customers. Those are really powerful things, and they can lead to being cost-competitive, as it seems you’ve done at Unionwear.
Mitch Cahn: Yes, it has, and in many ways that you wouldn’t anticipate. LEAN has developed our dedication to measuring time and doing value stream maps for nearly every product that we manufacture. Our production process is data-driven. Over the last five years, much of our business has been re-shoring, where companies, usually in the fashion or promotional industry, have been getting products made overseas but are starting to reconsider. In the past, our hats might have been ten times as much as the hat made in China, but now they’re only 25% or 30% more. Companies are much more likely to switch now, so we’re constantly getting products that have been manufactured overseas, and we’re asked to quote on them for domestically made product. We look at the way these products are made overseas, perhaps in China, and it doesn’t make any sense to us. Take a tote bag for example—they throw labor at it to save on materials. It’s a dead giveaway when I see a tote bag that has a seam running along the bottom. If you cut that tote bag in two pieces, you’re going to get a lot more bags out of the roll of fabric than if you cut one big piece, but it adds a lot of labor and makes it a weaker bag. It makes no sense unless you’re trying to save on materials.
So we take these products and we reengineer them in a way that is LEAN and uses the least amount of labor possible. Between our productivity increases and our ability to reduce the amount of labor that goes into the product, we’re able to compete on many items, particularly in the fashion business.
Mark Graban: I really appreciate you being able to share your story both at the Northeast LEAN Conference and for taking time to talk with me here today, Mitch. Again, my guest has been Mitch Cahn, President of the company, Unionwear. Mitch, I was wondering if you want to talk about the company’s website, or ways people can learn more about your business, or if you have any final thoughts for the listeners.
Mitch Cahn: Sure, our website is unionwear.com. We have over 40,000 Made in USA products that you can search for and order directly on the website. You can contact me through the website if you have any questions about LEAN. I love helping other manufacturers who are just getting started in the LEAN process. I just want to warn you—it’s never a good time to start, but once you start, you will be rewarded. You’ll never finish, but you will be continuously improving.
Mark Graban: Well said, and thank you, Mitch, for that final thought and for being a guest here today on the podcast, I really appreciate it.
Mitch Cahn: You’re welcome. Thanks.
Introducer: Thanks for listening. This has been the LEAN Blog podcast for LEAN news and commentary updated daily is at www.leanblog.org. If you have any questions or comments about this podcast, email Mark, at leanpodcast@gmail.com.
Unionwear President Mitch Cahn’s 15 Minute Ted Talk–Made Right Here: How the international worker rights and buy local movements are creating a surge in U.S. urban manufacturing opportunities. The talk discusses why the premium for domestic goods are shrinking, and the five types of business to business to market segments with strong convictions about buying USA Made.
TRANSCRIPT
Manufacturing is booming in Newark and other American cities after decades of decline.
Newark, NJ has over 400 active factories within the city limits that employ over 10,000 people. Four years ago nobody knew this, now a growing number of people know this. How did this happen in the middle of a recession? Well, as a manufacturer, I can’t say it was anything that our industry did. I am pretty sure it wasn’t anything that our government did. And I don’t think it was a wave of made in USA consumerism that pushed us over the edge.
What happened was over the last 20 years, goods have been made overseas in the third world very, very cheaply on the backs of exploitation of labor and exploitation of the environment. The growth in manufacturing now is because both “overseas” and “exploitation” have become a lot more expensive and a lot less attractive.
Activists did this–labor activists did this, unions, worker rights coalitions and environmental and buy local activists made this happen. They raised awareness, they localized supply chains and they helped to impose regulations creatively. And as a result we’ve seen what’s going on in Newark right now. “Made in USA” has relatively become a bargain. Cities like Newark are reaping the benefits because we have an infrastructure in place still from the 70’s and before that, we have a lot of concentrated labor and we are in the center of a transit hub. We have the ability to move people and goods around very quickly. We are within a day’s drive for something like a third of the population.
What I want to do now is talk about my experiences running Unionwear, which is a manufacturer of baseball hats, bags like backpacks and garment bags, safety vessel scrubs. We manufacture everything from scratch right here in North Newark. We have about a 110 union workers, we are 11 miles from Midtown Manhattan. We have been in business for 21 years. In almost every product category of ours, we might be the most expensive place to make that product in the entire world. So how is that over the last four or five years we’ve grown by about 25% per year after about a decade of being flat.
Well we’ve narrowed it down to five areas. One is market forces, specifically understanding the market forces that are going on and being able to educate our clients about it. How is Obama care going to affect domestic manufacturing? How is immigration policy going to affect in manufacturing. What if China decides to float their currency against the United States? Is that going to make United States manufactured goods less expensive? And more appealing to the rest of the world? Yes.
We stay on top of these things and we make sure clients know about them because changes in the economy happen right under people’s noses and they don’t even see it.
Market selection is a big one. There are markets that want to buy local. There are markets that want to buy made in USA. It’s more expensive to buy those things but they are willing to pay a premium. Who are those people and how do we reach them?
Product selection is an area that goes along with market selection. Now someone might not be in a market that wants to buy made in USA but they might want to be a product that might be less expensive to manufacture in United States, so what are those products?
Re-engineering is important because it’s very different to manufacture a product where there is no regulation and people are paid ten cents an hour versus where it is manufactured in an area where there is a lot of regulation and people make 10 to 15 dollars an hour. You can bridge that gap through smart re-engineering.
Finally we take advantage of our geographic advantages. We play up how close we are to New York City and Newark airport and port Newark and millions of skilled laborers.
So I am declaring right now the era of cheap imports is over. It’s dead.
So what’s happened as the price of imports increases is the premium paid for made in USA product shrinks. As that premium shrinks it becomes less expensive for people to have sourcing standards or enforce standards that they already had. So what happens and why the market is grown is there are a lot more people who are willing to pay 25% more for a product that’s made green, made in USA, made union, then they were in 2008 when it might have been 200% or 300% more expensive for that same thing. And it is that a big of a difference.
So one reason for this is labor supply and demand. China has had decades of a one child policy, and as a result there are a lot fewer people entering their workforce now and the people who are entering the workforce, they don’t want to make the iPhone, they want to work for Apple. So there are not enough people working in these factories–when that happens you have to pay people more to get them to work in manufacturing.
As a result of people being paid more there is now a consumer class in China and in India and in Pakistan. That’s driving up the costs of goods, its driving up the costs of gasoline, petroleum which is making goods more expensive to ship to United States.
I put a slide up of the iPhone factory because that’s an example of what has happened because of worker rights activists. When all of the working violations at the Foxconn factory where over a million people are employed were discovered, labor activists came in and negotiated a 40% wage increase and they lowered the amount of hours they can work from a 100 hours a week to 60 hours a week. They came in a year later and negotiated another 40% increase. You imagine what it does when a million people make that much more money. And have to work that fewer hours. They have to scramble the find workers. That’s why prices have been of imports have been going up so much.
And as a result of social media, the rest of the world’s workers are finding out what’s going on and realizing they don’t have to work this way. So you are seeing the same sort of riots, protests, strikes in Bangladesh and Pakistan. This has led to wage inflation of 25% to 30% a year. The response overseas has been to cut corners– poison in pet food, poison in dog food, exploding tires, broken plane parts, that’s led to more regulation which has put more expense on products that come in from overseas.
Companies have moved their manufacturing to places that they thought were cheaper than China like Bangladesh. But they didn’t have the infrastructure and ended up being more expensive. You ended up with month after month, factory fires and factory collapses which led to more regulation and more expense.
So who is buying made in USA, now that their premium has shrunk?
There are five different ways that people can say “buy local” and these are the markets that we try to appeal to. Buy American, people buy American for economic reasons, or if they have standards like the US government. Or if they want consistent messaging, like General Motors who makes goods domestically and they want to buy American-made goods because they are selling made American.
People want to buy union and support their fellow union workers.
People want to buy fair labor, they don’t want to buy goods that were made in a sweatshop.
People want to buy eco-friendly and people want to buy local.
So one of the of the areas that wants to buy American is the US government which makes up about a quarter of our GDP. This is something that is relatively new, this enforcement of the government buying American made goods.
Another area is trade justice and if you say the labels fair trade and sweat free and living wage on goods, those are all ways of saying that these goods were made by workers who are not exploited.
An example of someone who used to not buy products with these labels in is now is NPR. They would give away tote bags for memberships at the same time they were doing stories about sweatshops in China but the tote bags were made in those sweatshops because they get them for 25 cents a piece. Now it’s costing them $2.50 a piece to import. They are going to spring for $3 a piece and buy something that is made in USA and it basically cost less for them to put their money where their mouth is.
The link between fair labor and local and eco-friendly is this: The closer production is to consumption the less acceptable worker exploitation becomes. You don’t want to buy a shirt from someone around the corner who you know as working for below minimum wage and maybe working a 100 hours a week, but its okay if it is around the world.
Also the more likely that goods are produced using your labor and environmental standards. The factories are operating under the same laws that you benefit from.
Another area is product selection. So two examples of products that are less expensive to make domestically would be products that are big and bulky to ship and don’t have a lot of labor like this gigantic case right here that we make. That didn’t need to be made in USA but it is.
Or bags using expensive materials– this bag has $40 in leather in it but only maybe $8 in labor. In China maybe you can get it made for $4, so at the end of the day its $48 verses $44. By the time you ship it here and have the duties on it, its less expensive to make it in the United States. That’s why you see a lot of goods with expensive materials made in countries that are more expensive than United States like Italy.
So another area is small batch customization. There is a big overhead to making products overseas, you have to translate, you have to make tech packs. It is expensive to ship sampling back and forth, there are time zone considerations, so as result nobody wants to make 500 or a 1000 of something in China or Bangladesh. It’s a lot less expensive to make it here.
And finally re-engineering is the area where we are able to close the gap through product design. When we get goods a lot of times now people are reshoring goods–they send goods to us and it was a bag that they had made in China, they want to get it made in United States and I’ll say if you want it made exactly this way, its going to cost you $80 because there is no thought given to engineering the products because labor was practically free over there. We can redesign it so your clients won’t notice the difference that will be just as nice and we can do it for $15.
The other area is Lean Manufacturing and that is the concept where you can take people in a high wage environment and train them to use all of their time to just add value to the product and not waste time doing things that are not that the client doesn’t pay for, like looking for a pair of scissors or waiting for manager or walking from machine to machine.
So finally, Newark is a place that is perfect for manufacturing for a number of different reasons. We’ve got a high concentration of skilled labor, we’ve got a well developed infrastructure of manufacturing. There are lot of other manufactures here which means that there is a market for mechanics and trucks and things where that might not exist in an economy where there is not a lot of manufacturers. We are close to the port, we got Newark airport here and we’ve got access to everything. We have access to New York City we have access to capital, marketing, and technological expertise right here in the city of Newark through our academic communities.
There are other cities where this is happening. There are not a lot of rural areas where this is happening. So this is the time to take advantage of this once in a generation opportunity where people are coming to Newark to get things manufactured. Thank you very much.
The video was launched at an event on May 28, when Unionwear CEO Mitch Cahn spoke at a Brookings Institution panel along with Mayor Cory Booker and NJIT President Joel Bloom on Newark’s Manufacturing Moment, discussed here in NJ Biz Magazine:
 Dad Caps
Dad Caps
 Five Panel Hats
Five Panel Hats
 Mesh Back Hats
Mesh Back Hats
 In Stock Blanks
In Stock Blanks
 Snapback Hats
Snapback Hats
 Stretchfit Hats
Stretchfit Hats
 Duffel Bags
Duffel Bags
 Backpacks
Backpacks
 Tote Bags
Tote Bags
 Computer Bags
Computer Bags
 Sling Messenger Bags
Sling Messenger Bags
 Cooler Bags
Cooler Bags
 Cuff Hats
Cuff Hats
 Beanies
Beanies
 Scarves
Scarves
 Zipper Folders
Zipper Folders
 Stitched Folders
Stitched Folders
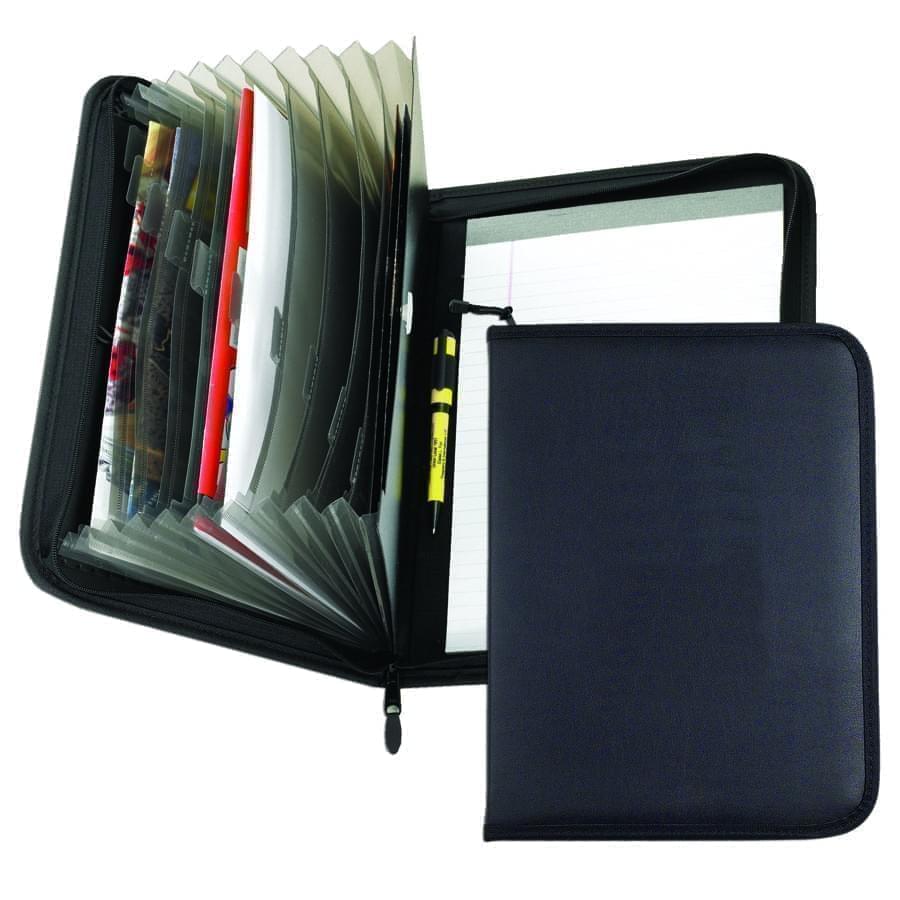 Accordion Folders
Accordion Folders
 Ring Binders
Ring Binders
 Letter Folders
Letter Folders
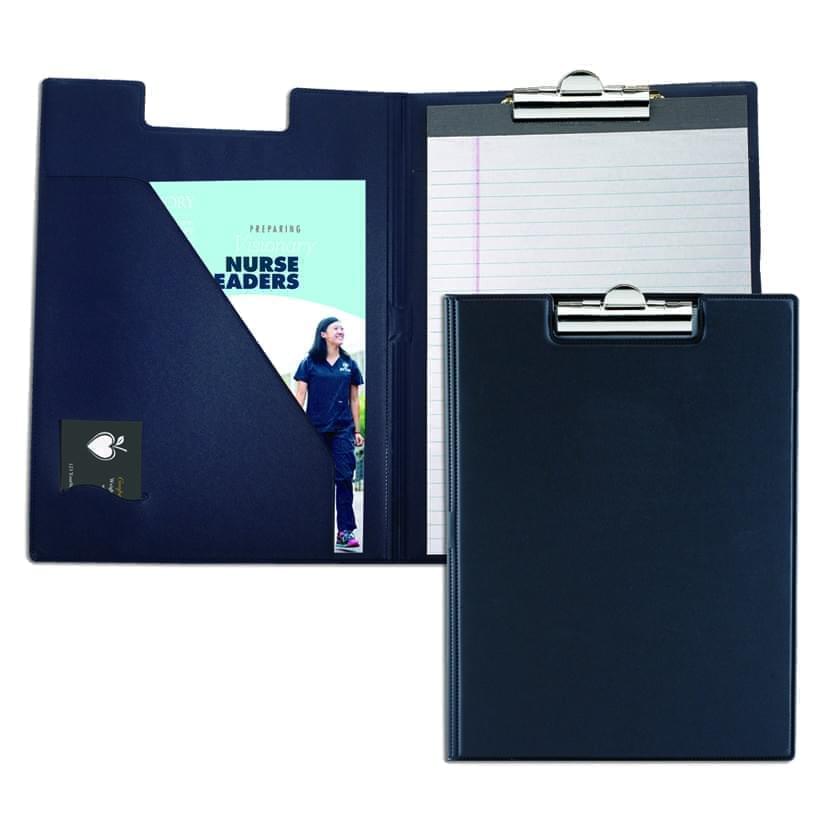 Clipboards
Clipboards

{kind=link}