A crazy number of styles on demand, including top visor embroideries and the world’s largest selection of mesh back color combinations. We’ve lowered minimums to 24 blank and 48 embroidered and now stock blank caps for next day shipping of 12 units or more.
Everything from our new value-priced union made event giveaway bags to high end duffel and messenger bags. Keep us in mind for small batch custom jobs like 300 backpacks, and styles you need to reshore for USA manufacturing.
The last union shop in America sewing knit ski caps and beanies. Our in house sewing and embroidery enables us to embroider the hats before folding and sewing, leaving a clean finish on the inside.
The only union shop in America making high end, stitched-edge binders and padfolios now in four finishes and dozens of fashion colors. Our in house embroidery enables us to embroider faux leather covers before the products are completed.
Unionwear embroiders its own hats, bags, and binders before production for cost savings, larger imprint areas, no registration problems, and sharper details. This process allows Unionwear to embroider products generally considered unembroiderable: The top of a plastic baseball cap visor. The pocket of a tote bag. The front of a leather padfolios folder.
Unionwear now offers contract embroidery services on 80 or more garments (or fewer with a minimum run charge of $615 (s)). Embroidery prices depend on the actual number of stitches it takes to duplicate your design, not on the number of colors. All baseball caps listed at unionwear.com are priced to include up to 4,000 stitches. For an estimate email artwork to sales@unionwear.com.
The article from BINJE discusses how recent tariff discussions have sparked increased interest in domestic manufacturing for companies like Unionwear, led by Mitch Cahn.This surge is attributed to the uncertainty surrounding global trade policies, prompting businesses to consider reshoring their production to the United States.
Unionwear, based in Newark, New Jersey, has experienced a notable uptick in inquiries from fashion brands seeking U.S.-based manufacturing solutions.The company’s ability to offer union-made, domestically produced goods positions it favorably amid the shifting trade landscape.However, while interest has grown, it’s yet to be seen whether this will translate into sustained revenue growth for Unionwear.
The broader context includes President Trump’s implementation of substantial tariffs on imports, such as a 145% additional tariff on Chinese goods, as reported by ASI Central.These measures have led to increased demand for American-made products across various industries, including promotional merchandise.
Despite the heightened interest in domestic manufacturing, challenges remain.Domestic production capacity may not be sufficient to meet the sudden surge in demand, and the long-term impact on revenue for companies like Unionwear will depend on various factors, including the stability of trade policies and the ability to scale operations.
In summary, while tariff discussions have generated increased interest in U.S.-based manufacturing, the extent to which this will benefit companies like Unionwear in the long term remains uncertain.
Mitch Cahn, president of Unionwear, has been ranked No. 6 on the 2025 NJBIZ Power 100 list, recognizing his significant contributions to New Jersey’s manufacturing sector.Under his leadership, Unionwear has become a leading producer of union-made apparel and accessories, including uniforms, hats, and promotional items for clients such as the armed services, presidential campaigns, and fashion brands.
In 2024, Unionwear gained national attention for producing the Harris-Walz camouflage hats featured during the campaign season.Cahn notes that this exposure has led to increased interest from companies seeking domestically manufactured goods, especially as a hedge against tariff uncertainties.
Looking ahead, Unionwear is poised to capitalize on upcoming events such as the United States’ 250th anniversary, the FIFA World Cup, and the 2028 Olympics.The company is also innovating with the launch of North America’s first fully automated backpack and canvas tote bag facility, along with an AI-powered bag design tool for clients.
Cahn’s recognition on the NJBIZ Power 100 list underscores his impact on revitalizing American manufacturing and his commitment to producing high-quality, union-made products in Newark.
This PBS NewsHour segment by Catherine Rampell explores how businesses are bracing for potential tariffs promised by President-elect Donald Trump, especially on Chinese and Mexican imports. Companies like Deer Stags, which imports shoes from China, are stockpiling goods before tariffs hit, but face high risks in doing so. Others, like TILIT and Flexport, are scrambling to adjust supply chains or seek tariff engineering strategies.
While some firms try to diversify manufacturing to countries like Vietnam or Mexico, new tariff threats—even on those countries—create a volatile “Whac-A-Mole” climate. Domestic production remains limited due to high labor costs and a shortage of skilled workers.
Economist Mary Lovely explains that past tariffs were largely paid by U.S. businesses and passed on to consumers, increasing household expenses by up to $4,000 annually.
One potential beneficiary of rising tariffs is Unionwear, led by Mitch Cahn, which manufactures union-made bags and hats in New Jersey. Cahn says geopolitical chaos and “Made in USA” events like the 250th anniversary, Olympics, and World Cup are boosting domestic demand. However, scaling production is difficult due to labor shortages—leading Unionwear to automate bag manufacturing to remain competitive.
Overall, the report paints a picture of widespread uncertainty, rising costs, and shifting global production strategies—with a few domestic manufacturers poised to benefit if they can overcome labor and automation hurdles.
President Donald Trump, known for his “America First” policies, has vowed to reinstate and expand measures to bolster U.S. manufacturing, increase tariffs on imported goods, and provide tax incentives for domestic producers. But how would a Trump presidency actually impact the manufacturing sector?
During his 2016 presidency, Trump emphasized revitalizing American manufacturing through tariffs on imports, renegotiating trade deals, and incentivizing domestic production. His policies included imposing tariffs on Chinese imports and pushing for the USMCA trade deal, which replaced NAFTA. With his possible return to office, Trump has promised an even more aggressive stance on trade policies and economic incentives aimed at strengthening American industry.
One of Trump’s signature economic strategies is the imposition of tariffs on imported goods. In 2018, his administration placed tariffs on billions of dollars’ worth of Chinese products, driving companies to reconsider their supply chains. If re-elected, Trump is likely to reinstate or even increase these tariffs.
Trump has proposed reducing corporate tax rates for U.S. manufacturers, potentially bringing the tax rate as low as 15%. This would make it more attractive for companies to invest in domestic production facilities rather than outsourcing jobs overseas. By lowering the tax burden on manufacturers, Trump aims to strengthen American industry and make it more competitive on a global scale.
Trump has consistently supported federal procurement policies that prioritize American-made goods. Under his leadership, companies that manufacture products in the U.S. could receive preference for government contracts, further driving demand for domestically produced items. This could significantly impact industries such as defense, construction materials, and workwear manufacturing.
Trump’s proposed policies could create a more self-sufficient and competitive U.S. manufacturing sector, but businesses must be ready for the potential drawbacks of protectionism and shifting trade dynamics. Whether these changes ultimately boost or burden domestic manufacturing will depend on how companies adapt to the evolving economic landscape.
As the 2024 election approaches, the future of “Made in USA” manufacturing hangs in the balance, making it critical for industry leaders to stay prepared for any political and economic shifts ahead.
The NJBIZ article “Made in the USA: What a Trump presidency could mean for domestic manufacturing” highlights Unionwear as a prime example of successful domestic production. Founded in 1992, Unionwear manufactures hats, bags, and other products entirely within the United States. Notably, the company has produced presidential campaign merchandise since President Bill Clinton’s 1992 campaign and recently crafted camo hats for the Harris-Walz presidential campaign.
In the article “NJ companies stockpiling imports to avoid Trump’s promised China tariffs,” New Jersey businesses are proactively increasing their import inventories in anticipation of impending tariffs proposed by President Trump. These tariffs include a 25% duty on goods from Mexico and Canada and a 10% duty on imports from China.
For example, Mac Products, a Kearny-based manufacturer of electrical distribution and transmission products, is accelerating orders from Chinese suppliers for essential materials like steel and copper. Owner Eddie Russnow acknowledges that while sourcing domestically is a consideration, the anticipated tariffs are expected to impact profit margins, as the company may not be able to pass on the increased costs to customers.
Similarly, Unionwear, a Newark-based apparel manufacturer specializing in “Made in USA” products, views the combination of tariffs and automation as an opportunity to enhance competitiveness against imported goods. CEO Mitch Cahn anticipates that automation will reduce domestic production costs by 75%, enabling the same labor force to triple output, thereby narrowing the price gap between domestic and imported products.
Economists caution that while tariffs aim to encourage domestic manufacturing, they could lead to increased consumer prices and potential trade conflicts, affecting the broader economy. Businesses are advised to prepare for these changes by reassessing supply chains and considering cost-saving measures to mitigate the impact of higher import duties.
The article highlights Unionwear, a Newark-based apparel manufacturer, as a company that stands to benefit from Trump’s proposed tariffs on imports. CEO Mitch Cahn explains that the combination of tariffs and automation could enhance Unionwear’s ability to compete with imported goods. He anticipates that automation will reduce domestic production costs by 75%, allowing the company to triple its output with the same labor force. This increased efficiency could help close the price gap between Unionwear’s American-made products and cheaper imports, making domestic manufacturing more viable.
Join us for an insightful conversation with Mitch Cahn, founder of Unionwear, and Audley Wilson, CEO of RoboBurger, as we explore their entrepreneurial journeys, manufacturing success, and innovation. Mitch shares how he grew Unionwear into a leading U.S. manufacturer, supplying brands like Supreme and Budweiser while reshoring textile jobs. Audley discusses RoboBurger’s rise, automation in food tech, and its Shark Tank success. We dive into industry trends, challenges, and how the business ecosystem has supported their growth. Tune in for expert insights on U.S. manufacturing, automation, and entrepreneurship.
With major events like the USA’s 250th anniversary, the World Cup, and the Olympics on the horizon, the “Made in USA” trend is expected to gain momentum. Automation and AI-driven customization will play a critical role in shaping the future of domestic manufacturing.
Unionwear, a Newark-based manufacturer specializing in union-made, American-produced apparel and accessories, has found itself at the intersection of politics and business during the 2024 presidential election. Led by CEO Mitch Cahn, the company has experienced a significant surge in demand for its products, particularly hats, as political campaigns seek merchandise that aligns with their “Made in USA” ethos.
Founded over three decades ago, Unionwear has carved a niche in the manufacturing industry by producing union-made, American-manufactured apparel and accessories. This commitment has made the company a go-to supplier for political campaigns that prioritize domestic production and labor standards. In the realm of political merchandise, especially hats, Unionwear’s products have become emblematic of a candidate’s commitment to American manufacturing and union labor.
The 2024 election cycle has been particularly lucrative for Unionwear. The company’s strategic positioning and readiness to adapt to the evolving political landscape have resulted in a substantial increase in orders. This surge underscores the importance of domestic manufacturing in political branding and the electorate’s growing interest in supporting products that are both union-made and American-produced.
Mitch Cahn, the founder and CEO of Unionwear, has been instrumental in steering the company to its current prominence. His entrepreneurial spirit and commitment to union principles have not only sustained the company’s operations but also positioned it as a trusted supplier for political campaigns across the spectrum. Cahn’s leadership reflects a blend of business acumen and a steadfast commitment to ethical manufacturing practices.
Unionwear’s success during the 2024 election cycle highlights a broader trend in American manufacturing. There is a growing appreciation for products that are domestically produced and ethically made. This shift indicates a potential resurgence in American manufacturing, driven by both consumer demand and political advocacy for domestic production.
Unionwear’s trajectory during the 2024 presidential election serves as a testament to the enduring value of American manufacturing and union labor. Under Mitch Cahn’s leadership, the company has not only capitalized on the current political climate but also reinforced the significance of ethical production practices. As the nation moves forward, Unionwear’s success story may inspire other manufacturers to embrace similar commitments to quality, domestic production, and fair labor practices.
In the 2024 presidential election, campaign merchandise played a pivotal role in shaping candidate branding and voter engagement. Mitch Cahn, president of Unionwear, a prominent campaign merchandise supplier, shared insights into the evolving trends and strategies that characterized this election cycle.
Hats emerged as a central element in campaign merchandise, transcending traditional apparel to become powerful political symbols. The “Make America Great Again” (MAGA) hat from previous elections set a precedent, and in 2024, Kamala Harris’s camouflage hat gained significant attention, even being highlighted by Vogue as a fashion statement. Cahn noted that hats have become integral to presidential campaigns, serving as wearable billboards that supporters can don in various settings. Their versatility and widespread appeal have solidified their status as effective tools for conveying political messages.
Promotional products have a measurable impact on voter perceptions. A study by PPAI Research revealed that 53.3% of voters felt that such merchandise positively influenced their view of a candidate. This underscores the importance of thoughtfully designed and strategically distributed campaign items in shaping public opinion and fostering a connection between candidates and constituents.
Campaigns recognized the value of merchandise in their marketing strategies, with many allocating between 11% to 20% of their total budgets to branded items. This investment reflects an understanding of the tangible benefits that physical products offer in reinforcing campaign messages and enhancing voter engagement.
Sustainability emerged as a significant consideration in the production of campaign merchandise. Eco-friendly products accounted for 13.77% of total industry sales, marking a 20% increase from the previous year. This shift indicates a growing demand for ethically sourced and environmentally conscious items, aligning with broader societal trends towards sustainability. Campaigns that embraced this movement not only catered to voter preferences but also demonstrated a commitment to responsible practices.
The 2024 election cycle unfolded against a backdrop of economic unpredictability, with factors such as inflation and potential tariffs influencing campaign strategies. Despite these challenges, the promotional products industry displayed resilience, with revenue growth observed in the months leading up to the election. This adaptability highlights the sector’s ability to meet evolving demands and underscores the enduring importance of tangible merchandise in political campaigns.
The 2024 presidential election underscored the enduring significance of campaign merchandise in American politics. Items like hats not only served as fashion statements but also as potent symbols of political allegiance. Voter engagement was positively influenced by thoughtfully designed merchandise, prompting campaigns to allocate substantial portions of their budgets to these items. The emphasis on sustainability and the industry’s resilience amidst economic challenges further illustrate the dynamic nature of campaign merchandise strategies. As future elections approach, the lessons from 2024 will likely inform how campaigns leverage promotional products to connect with voters and convey their messages effectively.
Unionwear, a New Jersey-based manufacturer, has experienced a significant surge in demand for its hats and caps due to recent political events. Founded by Mitch Cahn in 1992, Unionwear specializes in producing union-made, American-manufactured headwear, aligning with the values of various political campaigns.
The company’s prominence grew notably when Vice President Kamala Harris became the Democratic presidential candidate, leading to a substantial increase in orders for Harris-themed merchandise. Anticipating this shift, Cahn had prepared $50,000 worth of hats and raw materials, which paid off when Harris took the lead; the hats sold out on the first day. Since Biden’s withdrawal, Unionwear received orders for over 100,000 hats. This surge countered a slow political merchandise season earlier in the year.
The Harris-Walz campaign’s merchandise strategy has effectively leveraged internet culture to engage supporters and fundraise. Notably, the campaign’s camouflage hats, produced by Unionwear, sold out rapidly, leading to the production of over 47,000 hats and raising nearly $1.9 million. This approach underscores a shift in political merchandise towards embracing memes and cultural trends, resonating particularly with Gen Z voters who express support through fashion.
Unionwear’s ability to swiftly adapt to political shifts and cultural trends has solidified its position as a key player in the political merchandise landscape. By producing union-made, American-manufactured products, the company continues to meet the evolving demands of political campaigns and their supporters.
The 2024 U.S. presidential election season has seen a significant influx of Chinese-manufactured campaign merchandise flooding the American market. Items such as “Make America Great Again” hats and “Kamala Harris 2024” apparel are being sold at substantially lower prices on platforms like Temu, with some hats priced under $4, compared to $40 on official campaign sites.
This surge of inexpensive imports poses challenges for U.S. manufacturers who adhere to higher labor and environmental standards, resulting in higher production costs. Ben Waxman, founder of American Roots, highlighted the difficulty in competing with the low prices of Chinese-made products, emphasizing that domestic production involves paying living wages and complying with environmental regulations.
The prevalence of these low-cost items is facilitated by the de minimis trade provision, which allows goods valued under $800 to enter the U.S. duty-free. This loophole has been exploited by Chinese sellers, leading to a market saturated with affordable election merchandise. Kim Glas, president of the National Council of Textile Organizations, noted that this exploitation has contributed to the closure of 21 domestic manufacturing operations over the past 18 months.
Both the Trump and Harris campaigns have committed to offering only U.S.-made products on their official websites. However, the vast availability of cheaper, foreign-made alternatives presents a significant challenge to these commitments, underscoring the complexities of enforcing domestic production standards in a globalized economy.
One of the American companies impacted by this influx is Unionwear, a New Jersey-based manufacturer specializing in union-made, American-made political merchandise. Unionwear has long been a key supplier for Democratic and labor-backed campaigns, producing high-quality, ethically sourced hats and apparel. However, the company faces growing competition from low-cost Chinese imports, which pose a major challenge to U.S. manufacturers that adhere to higher labor and environmental standards.
Despite these challenges, Unionwear remains committed to producing ethically sourced, union-made campaign gear, ensuring that supporters of U.S. political candidates have the option to purchase merchandise that aligns with their values. Both the Trump and Harris campaigns have pledged to sell only U.S.-made products on their official websites, but the widespread availability of foreign-made alternatives underscores the ongoing struggle for American manufacturers like Unionwear to maintain their foothold in the industry.
This situation highlights the broader issue of U.S. reliance on Chinese manufacturing and the difficulties domestic producers face in competing with low-cost imports, especially during high-demand periods like election seasons.
The 2024 U.S. presidential election season has seen a surge of Chinese-manufactured campaign merchandise flooding the American market. Items like “Make America Great Again” hats and “Kamala Harris 2024” apparel are being sold at drastically lower prices on platforms like Temu, with some hats priced under $4—far cheaper than the $40 versions sold on official campaign sites.
One of the American companies impacted by this influx is Unionwear, a New Jersey-based manufacturer specializing in union-made, American-made political merchandise. Unionwear has long been a key supplier for Democratic and labor-backed campaigns, producing high-quality, ethically sourced hats and apparel. However, the company faces growing competition from low-cost Chinese imports, which pose a major challenge to U.S. manufacturers that adhere to higher labor and environmental standards.
Ben Waxman, founder of American Roots, echoed these concerns, emphasizing that domestic manufacturers like Unionwear must pay fair wages and comply with strict regulations, making it difficult to compete with cheap foreign alternatives. The situation is further exacerbated by the de minimis trade provision, which allows products valued under $800 to enter the U.S. duty-free—giving Chinese manufacturers an advantage in saturating the market with inexpensive election merchandise.
Despite these challenges, Unionwear remains committed to producing ethically sourced, union-made campaign gear, ensuring that supporters of U.S. political candidates have the option to purchase merchandise that aligns with their values. Both the Trump and Harris campaigns have pledged to sell only U.S.-made products on their official websites, but the widespread availability of foreign-made alternatives underscores the ongoing struggle for American manufacturers like Unionwear to maintain their foothold in the industry.
This situation highlights the broader issue of U.S. reliance on Chinese manufacturing and the difficulties faced by domestic producers in competing with low-cost imports, especially during high-demand periods like election seasons.
Unionwear, a New Jersey-based manufacturer specializing in union-made, American-made hats, has seen a significant boost in business following a poor debate performance by President Biden against Donald Trump. Mitch Cahn, the owner, anticipated a surge in demand for merchandise from Kamala Harris’s campaign and prepared $50,000 worth of hats in advance. When Harris replaced Biden as the Democratic candidate, the hats quickly sold out, and Cahn received orders for over 100,000 more. The success marks a reversal from earlier in the year when political merchandise sales were low. Unionwear specializes in union-made, Made in USA hats and has a history of providing merchandise for presidential campaigns. The company’s recent success is also partially attributed to a camouflage hat inspired by Minnesota Gov. Tim Walz, which became a popular item in Harris’s campaign.
Unionwear has struck gold with its camo hat featuring neon orange lettering, now the top-selling political merchandise of 2024. Originally designed for the Harris-Walz campaign, the hat’s widespread appeal—among hunters, urban trendsetters, and younger voters—has led to record-breaking demand. Unionwear now produces 5,000 hats daily, making up 75% of its campaign merchandise output.
Founded in 1992, Unionwear transitioned from fashion manufacturing to American-made political gear, starting with Bill Clinton’s campaign. The company later supplied hats for Al Gore, John McCain, and Donald Trump, solidifying its reputation as the go-to source for union-made, U.S.-manufactured campaign products. With 160 skilled workers working overtime, Unionwear continues to lead the charge in high-quality, domestically produced political merchandise.
In the October 17 edition of ‘Newark Today,’ host Michael Hill engages in a conversation with Mitch Cahn of Unionwear, a Newark-based manufacturer renowned for producing hats and other wearables that have garnered international attention. The discussion delves into Unionwear’s journey from a local enterprise to a globally recognized brand, emphasizing its commitment to quality and ethical manufacturing practices. Additionally, the program highlights initiatives by Newark students exploring careers in fashion, showcasing the district’s efforts to integrate education with industry opportunities.
Unionwear, a New Jersey-based company, has seen a surge in demand for campaign hats, including those for Kamala Harris and Donald Trump. The rise of Harris’s camo hats mirrors the popularity of Trump’s MAGA caps, with both hats selling out quickly. Mitch Cahn, Unionwear’s founder, notes the importance of political merchandise in gauging candidate support. Despite a shift in suppliers, hats remain a key part of election campaigns. Learn more about how these hats may predict the 2024 election outcome.
The popularity of campaign hats, such as Donald Trump’s MAGA hats and Kamala Harris’s camouflage caps, has surged ahead of the 2024 U.S. elections. Unionwear, a New Jersey-based manufacturer, has seen unprecedented demand for Harris’s hats, which sold out quickly. Mitch Cahn, Unionwear’s founder, links merchandise sales to candidate support, recalling how Trump’s hats predicted his 2016 victory. While Trump’s campaign now sources hats elsewhere, Unionwear remains a key player in U.S.-made political merchandise, which has grown in importance amidst rising support for domestic manufacturing.
Unionwear, a New Jersey-based company known for its union-made, American-made products, plays a vital role in the production of campaign hats for major political candidates, including Donald Trump and Kamala Harris in the 2024 election. Their hats are manufactured using union labor, showcasing a commitment to supporting both the U.S. economy and workers’ rights. The company has experienced a rise in demand as political campaigns seek to align with ethical, locally produced merchandise.
Unionwear, a U.S.-based, union-run manufacturer, has gained attention for producing campaign hats for Kamala Harris and other political figures. The company, known for its commitment to American-made merchandise, has seen a surge in demand, reflecting a broader trend of consumers seeking ethically produced goods. Unionwear has made hats for Obama, McCain, Trump, and now Harris. Unionwear remains a key supplier for political campaigns and organizations prioritizing union labor.
New York Fashion Week (NYFW) Fall 2025 showcased a dynamic blend of established designers and emerging talents, reflecting the city’s ever-evolving fashion landscape. The event, held from February 10 to 15, 2025, featured a series of standout moments, highlighting the future of fashion through bold creativity, cultural commentary, and a resurgence of classic styles.
Several unforgettable moments punctuated the week, blending fashion with activism and social commentary. From thought-provoking runway presentations to sartorial séances and political statements, the event underscored the industry’s deep engagement with broader societal issues. One particularly striking moment was the appearance of Harris-Walz merchandise, demonstrating how fashion continues to intersect with politics in meaningful ways.
As NYFW continues to evolve, it remains a powerful force in shaping global fashion trends while celebrating both innovation and tradition. A standout name in ethical fashion, Unionwear, reinforced the importance of craftsmanship, sustainability, and fair labor practices in the industry, proving that style and ethics can go hand in hand.
New York Fashion Week (NYFW) Fall 2025 showcased a dynamic blend of established designers and emerging talents, reflecting the city’s ever-evolving fashion landscape. The event, held from February 10 to 15, 2025, featured a series of standout moments, highlighting the future of fashion through bold creativity, cultural commentary, and a resurgence of classic styles.
Several unforgettable moments punctuated the week, blending fashion with activism and social commentary. From thought-provoking runway presentations to sartorial séances and political statements, the event underscored the industry’s deep engagement with broader societal issues. One particularly striking moment was the appearance of Harris-Walz merchandise, demonstrating how fashion continues to intersect with politics in meaningful ways.
As NYFW continues to evolve, it remains a powerful force in shaping global fashion trends while celebrating both innovation and tradition. A standout name in ethical fashion, Unionwear, reinforced the importance of craftsmanship, sustainability, and fair labor practices in the industry, proving that style and ethics can go hand in hand.
When Kamala Harris picked up the phone and asked Tim Walz to be her running mate on Tuesday morning, Minnesota’s governor was sitting on a wicker chair in his St. Paul home wearing khakis and his customary camouflage hat.
“I would be honored, Madam Vice President,” replied Walz, a former high school football coach who hunts and fishes in his free time.
Soon, his Midwestern dad vibe was fueling social media memes comparing him to pop music star Chappell Roan, who has a “Midwest Princess” camo hat in her official merch line-up.
Riffing off the memes, the Harris campaign designed and produced a prototype within hours. By that evening in Philadelphia, Walz had the soon-to-be-viral hat in hand and tweeted a photo wearing it.
The $40 Harris Walz hat – union-made by New Jersey-based manufacturer Unionwear – was an instant hit.
The initial run of 3,000 hats sold out in less than 30 minutes, and the campaign has rung up more than $1 million in hat sales since the merch dropped Tuesday. Thousands more hats are on back-order until October. Sales of the hats benefit the Harris Victory Fund.
“Is this real,” Roan wrote on X over side-by-side images of her “Midwest Princess” hat next to the new Harris-Walz camo hat.
Mitch Cahn, Unionwear’s CEO, said he has sold about 100,000 Kamala hats for the campaign, the Democratic party, the Democratic convention and other merchandisers since Harris launched her campaign on July 21.
About a quarter of those, according to Cahn, are the camo hats.
Cahn said he expected a bump in sales after Biden dropped out of the race last month. But getting “absolutely crushed with business” was a surprise.
“We are going to have to add a second shift and work weekends at least for the next two months with the demand that we anticipate,” he told USA TODAY.
Democratic presidential candidate, U.S. Vice President Kamala Harris and Democratic vice presidential nominee Minnesota Gov. Tim Walz walk out on stage together during a campaign event on August 6, 2024 in Philadelphia, Pennsylvania.
Campaigns often sell branded camo hats to appeal to red-state voters. These days, Carhartt-inspired camo has urban crossover appeal, as in vogue in New York cafes as it is on deer hunts in Minnesota. But can this upstart headpiece topple the undisputed king of campaign merch Donald Trump?
Campaign merch can generate “significant dollars,” said Bruce Newman, founding editor-in-chief of the Journal of Political Marketing and a professor of marketing at DePaul University.
Spending on promotional products during the 2024 election is expected to reach $115 million, a 34% increase from the 2020 election, according to PQ Media, a market research firm based in Stamford, Connecticut.
Get the Daily Briefing newsletter in your inbox.
The day’s top stories, from sports to movies to politics to world events.
Delivery: Daily
Your Email
“It’s definitely not at the top of the pyramid, but it pays some of the bills,” Newman said. “It’s also a marketing tool. You’re telling the world who you are and what you’ll do for them.”
A soda sip-off or an election?Tim Walz, JD Vance fight over the ‘Mountain Dew Belt’
Trump is in a class of his own when it comes to capitalizing on campaign merch, from golden sneakers to perfume. His iconic red MAGA hat is the stuff of merch legend.
Trump’s son-in-law Jared Kushner wrote in his memoir that the “Make America Great Again” hat brought in up to $80,000 a day during the 2016 presidential run, covering most of the campaign’s overhead costs.
“Trump wore the hat on his visit to the southern border, and it became the hottest thing on the internet,” Kushner wrote in “Breaking History.”
US President Donald Trump throws MAGA hats to the crowd as he holds a Make America Great Again campaign rally at Lancaster Airport in Lititz, Pennsylvania, October 26, 2020.
No one has mastered the meme-to-merch pipeline quite like the MAGA universe, which milks political highlights to market T-shirts and trinkets.
Even Trump’s scowl in his booking photo made its way onto mugs and NFTs in his campaign store. After he was taken into custody, the campaign sold bumper stickers and beverage coolers with the tagline: “NEVER SURRENDER!” Trump also sold pieces of the blue suit and red tie he wore in the mugshot.
A man wearing a “Make America Great Again” hat waits for President Donald Trump to arrive for a campaign rally at Williamsport Regional Airport on May 20, 2019, in Montoursville, Pa.
Trump campaign spokesperson Steven Cheung said the former president raised more than $4 million the day after he was booked at an Atlanta jail, at the time the highest-grossing day of the campaign.
The MAGA merchandise cottage industry roared into overdrive after Trump survived the assassination attempt at a campaign rally in Butler, Pennsylvania, hawking products featuring the bloodied but defiant former president clenching his fist.
From T-shirts emblazoned with the rallying cry “Fight! Fight! Fight!” to “You Missed” shot glasses, the merch was a hot seller online and at the Republican National Convention in Milwaukee.
“Make America Great Again” hats sit on a table during a campaign rally for former President and Republican presidential candidate Donald Trump at Sunset Park in Las Vegas, Nevada on June 9, 2024.
Will the camo hat be more than a folksy flash in the pan?
Unionwear hasn’t produced merch for the Trump campaign in the last two election cycles, but Cahn said the initial Kamala-Walz hat demand exceeds the initial demand for the MAGA hats his company made in 2016.
It’s not clear exactly how many MAGA hat sales are sold today. The Trump campaign did not immediately return a request for comment, and Cahn estimates that “most” MAGA hats are not sold by the campaign but by online and street vendors.
“Kamala has just completely taken everybody by surprise on this,” Cahn said. “We’ve seen so many units sold in such a short period of time. And as the merchandise gets out there, as more people see it, I think it’s really going to take on a life of its own.”
The political scene, after all, was not particularly advantageous for the founder of a company that typically gets steady–albeit cyclical–sales from political campaigns looking for made-in-the-USA merch. The incumbent was inert. President Biden “sold virtually no merchandise this year,” he says. “Normally, we would have seen sales beginning in April or May for the general election. We did not see that at all.”
But when Biden dropped his bid for reelection on July 21 and endorsed Vice President Kamala Harris, the game changed. And when Harris announced Minnesota governor Tim Walz as her running mate on August 6, the tide turned entirely. Within 24 hours, the Harris-Walz campaign sold about 25,000 of the $40 camouflage baseball caps manufactured by Cahn’s Newark, New Jersey-based business, Unionwear, the entrepreneur says.
Cahn’s company, which he founded in 1992 after purchasing the assets of a bankrupt baseball cap factory, has manufactured political merchandise since its inception. In its founding year, it made 150 caps for the Clinton-Gore ticket, but that line of business didn’t really take off until 2000, when Unionwear nabbed a significant order from the Gore-Lieberman campaign. “The internet made it possible for campaigns to actually sell merchandise,” Cahn says.
Since then, Unionwear–which employs about 180 workers represented by SEIU in its 70,000-square-foot facility–has manufactured merchandise for a number of presidential campaigns, including Obama-Biden, Clinton-Kaine, Trump-Pence, and Biden-Harris.
In recent years, Cahn says that his company has received increased orders for senatorial and gubernatorial races. “Campaigns are raising much more money than they used to, and they have fewer places to spend it because there are a lot of bans on political advertising on social media,” he says. “So that money’s got to go somewhere. And I think that merch is one of the places the money ends up.”
Aside from political campaigns, Unionwear gets significant orders from labor unions. In its early years, the company–then called New Jersey Headwear Corp.–secured deals with fashion brands, including Ralph Lauren, but Cahn says that the passage of NAFTA in 1994 pushed a lot of hat manufacturing overseas.
Many political candidates, however, still see value in selling merch that’s both union-made and manufactured in the United States. Cahn says that Unionwear sees more sales from Democrats, but the company ultimately takes a bipartisan approach to business. “Unions traditionally voted Democrat so they have had to really play that up and make sure all of their merchandise was union-made,” he says. “Whereas Republicans did not specifically request union-made merchandise, although we are seeing that for the first time this year.”
Unionwear is not currently manufacturing any merch for the Trump-Vance campaign, though the company did make merch for the 2016 Trump campaign. Cahn estimates that “tens of thousands of vendors and embroidery shops” have manufactured former president Trump’s “Make America Great Again” hat since then. “The Trump campaign has allowed people to do whatever they want to get the logo and the color out there,” he says.
Unionwear doesn’t mix politics with business. “If we were a restaurant, no one would ask me if we allowed both Democrats and Republicans to eat here,” Cahn says. “We can’t discriminate against anyone who wants to buy merchandise.”
And this time around, supporters of the Harris-Walz ticket really want to buy merch.
After the June 27 debate between Biden and Trump, Cahn had an inkling that the former would eventually step down from the Democratic ticket. “That’s when we started to prepare for a potential surge in orders,” he says. The company shifted some of its production deadlines from September to October to free up capacity and made thousands of baseball caps that were ready to be embroidered; if necessary, the company could outsource that part of production to other embroidery shops to accommodate a surge.
After Biden dropped out of the race on July 21, Unionwear saw an influx of orders from merchandise houses that were working with the Harris campaign. “The Tuesday after Biden dropped out, we received a very large number of orders from people who had tested [merch] on Monday, and saw sales of Kamala merchandise exceed their expectations,” Cahn says. “That’s when they said, ‘Get ready for when the ticket is announced because that is when we’re really going to do our big push.’ We got ready.”
For a typical presidential campaign year, Unionwear anticipates selling 2,000 hats a day–a rate that Cahn says Harris has surpassed. Sales of Harris-Walz merchandise have outpaced projections, he adds, but the real viral hit is the campaign’s camouflage hat, with the running mates’ names inscribed in orange.
“We were not anticipating a camouflage hat,” Cahn says. “I don’t know if they were either.” The design isn’t unfamiliar to Unionwear–the company has manufactured similar hats for hunting organizations and labor unions–but it captures a diverse demographic. The design is a play on traditional hunting gear, but for those in the know, it’s also a reference to a similar hat currently sold by the 26-year-old Missouri native popstar Chappell Roan, who has skyrocketed in popularity in recent months and, this weekend, drew the largest crowd in Lollapalooza history, a spokesperson for the music festival told CNN.
After seeing Walz in a camouflage hat on Tuesday–in the video Harris posted of the governor accepting his position as her running mate–the Harris-Walz campaign design team conceptualized the camo hat by around noon that day and developed prototypes by 1:30 p.m., Fast Company reported.
Cahn says that Unionwear messengered a camouflage Harris-Walz hat to Philadelphia–ostensibly the one that Walz himself was photographed wearing Tuesday evening–and the company prepared samples to be shot for the campaign’s website. Since Tuesday, several others, including Walz’s daughter Hope, and members of the band Bon Iver, which performed at the Harris-Walz Wisconsin rally Wednesday, have sported the design.
The hat’s original run of 3,000 hats sold out in 30 minutes, according to the campaign, and now the product is currently on preorder, with an expected ship date of October 14. In spite of the wait time, customers are still placing orders.
“My head is spinning, because I had had the realization that this was going to be the first time we were going to have a nice, relaxing summer. Then, Kamala entered the race, and her merch sales have really exceeded [those of] anyone else who’s sold merch for a presidential campaign before in such a short time,” Cahn says. “It’s been a remarkable turnaround, and everybody at our factory is excited about this.”
Unionwear, a Newark, New Jersey-based manufacturer specializing in union-made apparel and accessories, saw an unprecedented surge in demand following the viral success of its Harris-Walz camouflage baseball caps. The hats, priced at $40, became a surprise sensation after Vice President Kamala Harris announced Minnesota Governor Tim Walz as her running mate on August 6, 2024. Within just 24 hours, the campaign had sold approximately 25,000 units, signaling a powerful fusion of political enthusiasm and consumer interest in American-made, union-produced merchandise.
Founded in 1992 by Mitch Cahn, Unionwear has built a strong reputation as a supplier of high-quality, ethically produced political merchandise. The company first made its mark on the political scene by producing Clinton-Gore campaign caps, later expanding to create products for several presidential campaigns, including Obama-Biden, Clinton-Kaine, Trump-Pence, and Biden-Harris. Operating out of a 70,000-square-foot facility, the company employs about 180 unionized workers under SEIU representation, reinforcing its commitment to fair labor practices and domestic manufacturing.
The viral success of the Harris-Walz camo hats highlights an evolving trend in political merchandising—where supporters are not only seeking stylish campaign gear but also prioritizing union-made and American-manufactured products. As Unionwear continues to navigate the intersection of politics, fashion, and ethical production, this moment solidifies its position as a leader in high-quality, made-in-USA campaign merchandise.
As we approach the 2024 presidential election, labor unions are becoming an increasingly important factor in shaping the political landscape. Union membership may have declined from its peak of 35% in the 1950s to 11% today, but support for unions is growing and their political clout is on the rise.
Public opinion on unions remains relatively high, with 67% of Americans approving of labor unions according to Gallup polling data. This support, despite the decline in union membership, suggests that people recognize the value of unions in advocating for workers’ rights and benefits.
Interestingly, there is a significant difference between Democrats and Republicans when it comes to their views on unions. A striking 88% of Democrats approve of unions, while 47% of Republicans do so. The considerable support from the Republican base hints at a shift towards a more populist approach on labor issues and a break from traditional party lines.
High-profile strikes have also played a role in shaping public opinion and the political environment. Examples include the United Auto Workers Union and the Screenwriters and Actors Guilds. These strikes provide opportunities for political figures to align themselves with workers’ rights, potentially swaying voter opinions in their favor.
Recent gains in organizing have also contributed to the influence of Unions, with the UAW just winning its first criticial election for Volkswagen in Tennessee.
With the increasing support for unions and their growing presence in high-profile labor disputes, the impact on the 2024 presidential election is set to be significant. Candidates from both parties may choose to align their platforms with labor rights in order to appeal to this broad base of Americans who view unions favorably.
Three of the six critical battleground states–Michigan, Nevada, and Pennsylvania, have among the highest percentages of union members. But this does not necessarily mean Democrats are guaranteed victory, as Republicans are chasing union approval, with several national unions reluctant to back President Biden yet.
Labor issues could be a critical battleground with strong potential for bipartisan appeal. As the focus on economic concerns such as wage increases, retirement benefits, and working conditions resonates with voters’ experiences, labor rights may be a pivotal issue in the upcoming election.
In conclusion, while union membership may be shrinking, the influence of unions on the political landscape is growing. As the 2024 presidential election approaches, the support for unions and labor rights is likely to significantly shape candidates’ platforms, campaign strategies, and voter mobilization efforts, highlighting the enduring importance of labor unions in American political and social life.
“The regular guy look”… a joke from the Rodney Dangerfield movie “Easy Money”, has come to life in California. One trend that has seemingly come out of nowhere is the donning of union T-shirts and hats, thanks largely to surging favorability ratings of unions and the visibility of thousands of movie stars and celebrities wearing union logo gear.
A New York Times article described Neil Gaiman, the best-selling writer of “The Sandman” and “Coraline,” wore a black T-shirt nearly every day for the past 36 years before switching to a red T-shirt in support of the Writers Guild of America (W.G.A.) strike. The W.G.A. went on strike in early May after failing to reach an agreement with Hollywood producers on a new contract, including compensation for work on streaming services and the use of artificial intelligence. The strike saw heavy involvement from creative workers in New York and Los Angeles, contributing to the widespread visibility of T-shirts advertising support for the W.G.A. and other creative workers’ labor unions.
As the strike dragged on, more and more celebrities donned union paraphernalia in solidarity with striking workers. This visibility, combined with the public’s increasing support for unions, has solidified union T-shirts and hats as the hot fashion statement for 2024.
Wearing matching union gear, such as T-shirts and hats, on the picket lines and beyond has helped project an aura of solidarity and visually represent the strength in numbers and collective power that unions embody. Furthermore, various online retailers, such as WGAStrikeShirts.com, have emerged to sell W.G.A. and SAG-AFTRA strike paraphernalia, with proceeds going to the Entertainment Community Fund, a charity that supports the entertainment industry workers. As a result, these garments not only serve as a fashion statement, but also as a means of financially supporting the workers they represent.
As we approach the 2024 presidential election, labor unions will become an increasingly important factor in shaping the political landscape. With public opinion on unions remaining relatively high, it is clear that people recognize the value of unions in advocating for workers’ rights and benefits. Unions are estimated to spent over $800 million on the 2024 election, much of it on giveaway merch designed to demonstrate their political clout. For the first time Unions are being courted by both Democrats and Republicans for their support.
In conclusion, wearing union T-shirts and hats is not only a trendy fashion statement but also a powerful symbol of support for workers’ rights and the labor movement at large. As public opinion continues to favor unions and their importance in the political landscape, the popularity of union logo wear will only rise further, making it a lasting fashion statement for years to come.
Every so often, we come across a story that causes us to reflect on how far ahead of the curve Unionwear has always been when it comes to creating American jobs.
Recently, we came across a story from 2015 in Slate Magazine on how our 100% made in USA manufacturing facility has changed America’s presidential campaigns, and how every candidate has to buy made in America products. Democrats and Republicans both agree that good-paying American manufacturing jobs have been disappearing for decades and that bringing jobs back to the US needs to be a priority. And, since the pandemic, both parties agree that reshoring PPE and pharmaceuticals are an urgent national security issue, not just a campaign slogan.
Unionwear has been a unionized manufacturer since 1992, and we have always supported creating good-paying American manufacturing jobs. Let’s hope the politicians in Washington get to work bringing jobs +back to the US and not just using made in America as a once-every-four-years campaign slogan.
Due to popular demand for rush orders and small orders of our union made in USA baseball caps, Unionwear is now offering a stock program to our advertising specialty resellers. Orders ship in 24 hours with minimum orders of one dozen blanks.
While we still offer thousands of made to order styles, we selected our best selling eight styles of union made in USA baseball hats for rush and under minimum orders, and we are committed to keeping several thousand in stock. These include solid-colored blank hats in navy, black, red, and putty (like a “stone”). All four colors come in both 100% cotton low style structured with a Velcro closure and 100% cotton unstructured with a tri-glide closure. All hats have a woven American flag label on the back strap.
Unionwear still embroiders in-house on thousands of different made to order styles, and we can embroider these stock hats too.
Did you know that “union made in USA” can be more affordable than just “made in USA”? How? Why? Check back here for a future blog post.
These blank hats can be ordered from Unionwear’s promotional product distributors, who can also handle the decoration if it is not done by Unionwear.
We don’t have this info up on our website yet but you can download a white-label, Client-Safe sell sheet HERE
Even though the northern New Jersey area is one of the most expensive places in the world, and Unionwear has a well-compensated unionized workforce, we have managed to successfully stay in business since 1992. How? For starters, we embraced lean manufacturing (we discussed how in other blog posts.) But there are other reasons we thrive here as well.
In addition to embracing lean manufacturing, we have consistently had good relationships with local organizations and the community at large. We work closely with the New Jersey Manufacturing Extension Program (NJMEP). They have been an invaluable resource for us as we navigate through these challenging and ever-changing times. So before you decide to set up shop here, reach out to NJMEP.
Not only does Unionwear CEO, Mitch Cahn, sit on the board of directors for NJMEP, he has also served as Chairman of the Newark Workforce Development Board and a director of the Newark Regional Business Partnership. He is a champion of New Jersey manufacturing and continuously challenges the state to improve the business environment for manufacturing, given the quality of its workforce, its access to ports, and the existing general infrastructure. By maintaining a good relationship with the community, we are able to capitalize on opportunities that would not have been possible otherwise.
We maintain a good relationship with our union. When the coronavirus pandemic hit, our production pretty much ended and we were weeks, if not days, away from going out of business. So we reached out to our union and, within a matter of days, began manufacturing PPE, such as face shields and washable gowns, for first responders. We could not have capitalized on that opportunity without our union.
In order to improve efficiency and reduce costs, we often re-engineer our products to uncompromisingly keep design intent and desired utility, while reducing the labor steps.
Finally, being made in New Jersey means Made in USA. There are significant advantages to that as well, which we will discuss in future postings.
Read more about our custom made products and manufacturing practices HERE
On March 24, Unionwear made a rapid transition from accessories to manufacturing face shields and has made over half a million face shields for state governments in response to the pandemic.
Our face shields are sturdier than most, using the high quality elastic we use in stretchfit hats, sturdy foam we use in backpack straps, and a 17 mil PET-A for the clear shield. Using the hot stamping we normally use in our portfolio business we are able to apply a one color imprint anywhere you would like on the shield.
Face shields are the choice PPE for essential workers working in a loud, outdoor environments—such as construction, transportation, manufacturing, and education–because they provide virus protection without inhibiting communication. They are also preferred when working in close proximity to clients, such as salons, physical therapy, and dentistry.
These shields are Union Made in USA and are available with a very rapid turnaround time.
All our face shields are available from Unionwear’s promo products distributors.
Download a white label, Client-Safe sell sheet here.
Just in time for Labor Day and Election Day, Unionwear introduces a broad selection of face masks that are union made and union printed in USA with a removable union label.
Choose between larger imprint areas or more contoured shapes
Unionwear has three shapes to choose from—a rounded front with a perfect fit for breathability and comfort, a flat front for a full-bleed, full-color sublimation print, or a pleated flat front that combines the best of both.
Brushed 100% 7-ounce cotton twill.
All of our masks are made from high quality woven fabrics-not knits. Heavy but soft, this woven fabric provides up to 10 times the droplet blockage of porous t-shirt or handkerchief materials, while withstanding hundreds of home washings. Unionwear presently stocks this fabric in 24 colors.
Pick the right mask for your budget.
Unionwear offers quality levels from blank, flat singly ply masks with elastic earloops to full-color prints on a contoured face mask with adjustable pull-through ear loops and a second ply with filter pocket. All union made in USA.
All our face shields are available from Unionwear’s promo products distributors.
Download a white label, Client-Safe sell sheet HERE.
The company was purchased in 1992 with a fully-unionized workforce. Early on, and for largely idealistic reasons, we decided to keep the workforce unionized, because we believed that people should benefit from their hard work. We quickly figured out that working with the union was to our benefit.
When we first bought the company, our number one customers were labor unions, so we changed our name to Unionwear. To expand our customer base we dipped our toes into manufacturing fashionable baseball caps and hemp hats back in the early 1990s, long before they were cool or popular.
But then, around the year 2000, presidential campaigns started buying our hats as well. That’s when things really took off for us. Because it doesn’t look good when politicians talk about creating American jobs while buying hats from overseas.
For this and many other reasons, having a unionized workforce has been a strategic advantage for us. As you will see in later posts, it literally saved our business during the Covid-19 pandemic.
How unions help our employees and our company
In a lot of ways, government mandates have minimized the need for unions. The minimum wage is increasing incrementally for starters. Even more, companies with over 50 employees are now required to offer health insurance benefits and PTO (paid time off.)
For us, it has been much easier to deal with unions rather than negotiate with 180 employees individually for benefits. And, it is much less expensive to offer health insurance through a union which can use its bargaining power to bring those costs down.
And there are other advantages to working with a union. Having a unionized workforce brings in significant political and government business, especially for portfolios and tote bags. Most government employees are union members, which gives us a leg-up in securing government contracts. In fact, that represents 30% – 40% of our business.
So, although there are some disadvantages to working with a union, we have turned it into an advantage. We planned on treating our employees well anyway, so we have a good, rather than adversarial, relationship with them. It brought down costs in some areas. And it led to a lot of new business
Many people ask, “Mitch, how does Unionwear — a unionized manufacturer in Newark, NJ compete with China? Your real estate and labor costs are among the highest in the world.”
The fact is, Unionwear cannot compete with China on cost. In fact, Unionwear is the most expensive manufacturer in the world for their product categories.
There are a lot of misconceptions about competing on value. Here, Unionwear CEO Mitch Cahn clarifies what it means to compete on value.
1. Manufacturers cannot create value with work in process, because parts have no value until clients are willing to pay for them.
2. Manufacturers cannot create value by cutting labor costs. If manufacturers cut labor costs with lean manufacturing but do not redeploy that labor to another task, there is no value created.
3. Manufacturers cannot create value by focusing on profits. Using productivity as a tool to increase profits is the other side of the labor cost equation, and a NJ-based manufacturer cannot compete on labor.
4. Manufacturers cannot create value by having people work faster. If they are working fast without adding value to the product, they are destroying value.
Manufacturers only create value when their finished product sells for more than it cost to manufacture. Otherwise, you are not creating value, but are just moving it around.
This is the game Unionwear plays: knowing what it means to add value and focusing on that instead of decreased costs.
Unionwear, an American apparel manufacturer based in New Jersey, celebrates the company’s effort to implement lean manufacturing. Founded in 1992, today they employ 175 people. Mitch Cahn, president, and CEO uses his business as an example of why New Jersey is an ideal place to manufacture.
One reason Unionwear can remain incredibly competitive in New Jersey is its willingness to integrate best practices in order to create an efficient and productive manufacturing environment. Lean manufacturing is a strategy aimed at eliminating waste from production by applying process- es and procedures that have a dramatic impact on the efficiency, effectiveness, and profitability of the company. Lean manufacturing utilizes many “common sense” strategies that might at first sound easy to put into action. However, creating a truly lean manufacturing operation can present challenges, and these processes and procedures are often difficult to maintain over time. There is a clear distinction between understanding the concepts of lean and implementing it on the shop floor.
“We had been struggling to implement lean manufacturing constantly for the last 12 years and it’s a struggle because lean flies in the face of human nature,” said Cahn, the company’s president, and CEO. “The key principles to wrap your head around are reducing waste. Before we started lean manufacturing [employees] were spending 30 minutes working for every hat produced. They are now sending five minutes to produce a hat.”
Lean manufacturing is centered around the idea of creating more efficient processes, working smarter not harder, and eliminating waste in all its forms. Cahn identified that employees were spending too much time searching for fabrics. If Unionwear was able to reduce the time it took to find the correct materials for one employee by 5 seconds, and that employee repeats that process 10 times a day, that could equate to just about three and a half extra hours that one employee can spend on production per year. Scale that up to an entire facility employing 175 individuals and the ROI is undeniable.
Additionally, Unionwear began to focus on “Made in USA” branding. This proved to be a major selling point for American companies and Cahn was confident people were willing to pay a premium for ‘Made in USA’ products. He stated, “We do not have to be as inexpensive as goods made in China. We just need to be in the ballpark,” They are able to maintain a competitive price point due to their implementation of lean as well as through a comprehensive grasp of proper supply chain management and computer automation.
“We want stuff coming right off the truck and going into a product and then we want that product coming right off the production line and being shipped to a customer. That reduces our expenses of keeping inventory and storing inventory.” – Mitch Cahn
Cahn sits on the board of directors for NJMEP, a chairman of the Newark Workforce Development Board, and a director of the Newark Regional Business Partnership. He is a champion of New Jersey manufacturing and insists the state offers an incredible environment for manufacturing because of its workforce, access to ports, and its manufacturing infrastructure.
His impression of New Jersey manufacturing comes from years of experience in the sector and state. Cahn’s success is a testament to his leadership, the ability to implement lean, and brand his products as “Made in USA”.
Unionwear worked with NJMEP to develop a comprehensive lean manufacturing plan and to put it into practice. NJMEP’s lean manufacturing services are designed to make implementing this proven and effective business strategy manageable for a business of any size. For more information on lean manufacturing services, contact NJMEP and begin taking advantage of all the resources, support and experience available.
In 2018, Canadian Prime Minister Justin Trudeau made this very insightful remark at Davos: “The pace of change has never been this fast, and it will never be this slow again.”
While this holds true in normal times, it is especially true in the middle of a pandemic.
COVID-19 has upended a whole host of sectors, including the entire hospitality industry, live events, and most industries which require person-to-person contact, such as beauty parlors and hair dressers.
Meanwhile, other sectors have never been busier. Those firms which enable working from home such as Zoom, and home delivery services like Amazon, have seen their valuations skyrocket.
One overlooked sector, of course, is manufacturing. Because things still need to be manufactured, manufacturers must innovate to stay alive in an industry that is constantly changing. For instance, how do manufacturing employees work from home? Is that even a viable option when making physical products? Do these firms have the right technology in place to maintain productivity and profitability?
The answer is, sometimes yes, and sometimes no. Over five years ago, Unionwear embraced new technologies such as cloud mobile ERP and MRP, which made our work significantly more productive, so we were more prepared than others. We figured out how to have a number of manufacturing employees working from home while COVID was at its peak so we could avoid production disruptions. We innovated and developed a full line of PPE products in a matter of weeks. And we came up with innovative ways to avoid disruptions to our supply chain.
For me, there are two big lessons to learn from this. One, manufacturers who embrace innovation will stay in business in the short-run and become more profitable and efficient in the long-run. Two, there is a lot of opportunity for entrepreneurs to assist manufacturers in embracing innovation, both from a consulting side and deploying hardware and software solutions.
We are in the middle of unprecedented challenges and an equal number of opportunities. If manufacturers want to stay profitable in the long-run, they must embrace innovation.
In 2013 APICS of Greater North Jersey hosted Unionwear CEO Mitch Cahn to talk about his lean manufacturing journey. According to their website, APICS is “the industry leader in supply chain certification, training and networking. For more than 60 years, APICS has provided world-class supply chain training and certification to foster supply chain talent and improve end-to-end performance.”
Mitch has been living and breathing lean principles for years now. Indeed, in this video Cahn says, “I didn’t support the lean program, I was the lean program.”
Running a profitable manufacturing firm in New Jersey with unionized staff is a daily challenge. One of the keys to Unionwear’s survival and success has been to embrace lean manufacturing. In fact, without lean manufacturing, they would not be able to afford union labor. Even though well-paid employees are expensive, happy employees stay longer and embrace lean manufacturing because they want the company to succeed.
As one of the few remaining manufacturers in the US, Mitch Cahn & Unionwear is trying to fill the void left by all of the cost-cutting, outsourcing companies that have contributed to our crippled supply chain for lifesaving healthcare products, including personal protection equipment. They have turned a factory that was gearing up to make baseball hats for the Olympics, the US Census, and presidential campaigns into a facility making face shields & isolation gowns for frontline healthcare workers.
A group of business owners and executives told state legislators June 10 that federal loans provided crucial assistance in the early days of the COVID-19 lockdown, but said they are worried about the state’s business climate and what will happen when the funds run out if the economy does not recover quickly.
“I pushed the button to upload my documents one second after the loans were available,” said Gary Fails, the president of Carlstadt-based City Theatrical Inc. “We were among the first companies to get funding.”
The loans enabled the company to retain all of its employees, but, he noted “as one of the first companies to get funding, we’re also one of the first companies to have the funds run out.” City Theatrical produces lighting products and accessories for live events, a business that is unlikely to return this year. “Broadway shut down and our business disappeared and our sales dropped by 90 percent, Fails said.
Fails’ comments, along with those of other owners and executives, came during an online hearing convened by the bipartisan state Legislative Manufacturing Caucus and the New Jersey Manufacturing Extension program.
While some executives described problems getting loans from the federal Paycheck Protection Program they were eventually resolved and allowed them to keep employees on staff.
Newark-based UnionWear usually makes promotional hats and other apparel, but pivoted to producing personal protection equipment when the COVID-19 outbreak hit. “In early March, we were about to have our greatest year ever,” said company President Mitch Cahn. UnionWear had orders to make products for presidential election campaigns and for Olympic athletes.
The PPP loans, Cahn said, allowed him to offer hazard pay to workers. He was able to offer a “significant bonus to convince people to come back to work.”
When a worker at Newark-based ZaGo Manufacturing Co. contracted COVID-19, the company was able to allow him and everyone he had contact with to be away from work for a month, thanks to PPP funds. “Our employees knew that that if they were exposed, they wouldn’t be hurt economically,” explained Gail Friedberg Rottenstrich, ZaGo’s CEO. The company makes self-sealing screws, nuts and bolts.
Cahn also raised an issue that many of his peers echoed: the regulatory environment in New Jersey. He said UnionWear did not get any orders from New Jersey for its PPE because the state did not override the need for approval from the Food and Drug Administration, an action other jurisdictions have taken. “We work with Detroit and Los Angeles, but nothing locally,” Cahn said.
Several lawmakers on the call, including Manufacturing Caucus co-chair Sen. Linda Greenstein, D-14th District, vowed that the Legislature would examine the issue.
Social distancing rules could also pose problems in a state where expanding structures can often be expensive and time-consuming. Marotta Controls CEO Patrick Marotta, told the lawmakers that in preparing his most recent budget, he planned to squeeze more employees into the company’s existing space. “That’s completely out the window,” he said.
The Montville-based maker of electronic components for the military owns 25 acres of land, but cannot add another building because of Highlands Council rules. So Marotta is trying to find a second location and is “looking at New Jersey restrictions as opposed to restrictions in other states.”
While the participants in the call generally praised the government response to the pandemic, many are concerned about what the recovery might look like. As Dax Strohmeyer, president of Triangle Manufacturing Co. Inc., put it: “If the demand isn’t there, it doesn’t matter if you can stay open.” The Upper Saddle River-based company is a contract manufacturer of medical devices and its business was hurt by the prohibition on elective surgical procedures imposed in March. Gov. Phil Murphy ended the ban effective May 26, though some limitations remain in place.
Strohmeyer is concerned that when his PPP funds are exhausted, he may be “in the tough position of furloughing and laying off people to realign our costs and revenue.” He added that when demand does return, he won’t easily be able to bring qualified workers back.
All of the owners and executives heaped praise on the NJMEP and CEO John Kennedy for providing essential guidance on reopening and interpretation of government mandates.
Unionwear in Newark, NJ made hats for the Warren, Bloomberg and Trump campaigns. Mitch Cahn, CEO of Unionwear, has been overflowing with orders of merch. Before the Coronavirus pandemic, the factory had been making election swag for both parties since 1992.
“I want to make sure that people have a way to speak freely and use our products to get their messages across,” said Cahn. “Some will appeal to young people, some will appeal to women, some will appeal to old white men.”
Before the Coronavirus hit, Unionwear was making between 2000-3000 hats in a single day. The factory orders usually come from agencies working with campaigns or candidate-supporting groups. That’s because political campaigns often want to hire US-based businesses for their merch.
The 2016 election was also a busy season.
Cahn continues: “The one time we saw a very surprising spike was with the original ‘Make America Great Again’ hat. The demand overwhelmed the supply. There are only a handful of factories [that could produce these] in the United States working on that hat for Trump.”
This sort of swag often doubles as campaign contributions, and it adds up. The Trump campaign sold more than $20m worth of merchandise between 2016 and 2018.
But not all campaigns make money on merch. Mike Bloomberg did not make money on his hats. He funded his run out of his own pocket.
Political swag is as old as the Presidency itself. Buttons bearing George Washington’s initials were sold at his first inauguration in 1789. But the business really took off in the mid-90s, when Mitch was just getting started.
“When the Internet came around and e-commerce became more viable, we got into the political market in a big way,” Cahn commented. But it wasn’t always easy. “All of our clients had moved overseas. And then we were left with a baseball hat factory and a lot of employees, and not a lot of places to get business from.”
Mitch had to transform the company, but he didn’t have to look far. He began selling to unions, who were looking to buy from Unionized businesses like his. He also began selling to military agencies, some of which are required to buy US-made goods.
Then came the political campaigns.
“The first order we got was a small order for the Bill Clinton campaign and was maybe 150 hats. Our first big break was with the Al Gore campaign [in 2000.] We sold probably more hats than we ever sold for any one particular client before. It was probably 200,000 hats overall.”
But having lots of swag may not translate into lots of votes, especially in 2020.
“The candidate that ordered the largest amount dropped out of the race early, Andrew Yang. That was definitely the most hats we’ve sold in this election cycle.”
Yang’s campaign sold more than 30,000 “Make Americans Think Harder” hats, which made up about $1.2 million of campaign revenue and are still for sale on his website.
And, what does Unionwear do with its merchandise once a candidate drops out?
“We have this down to a science. We are producing in small batches. Someone would have to drop out unexpectedly for us to get stuck with anything.”
Before the Covid-19 crisis, Unionwear CEO Mitch Cahn spent the past 28 years supplying hats to a wide variety of clients. Being one of the only unionized, domestic manufacturers of hats and other items, Mitch has found a significant advantage in providing swag to organizations that purchase products that are made in the USA. These groups include labor unions, some military organizations, and especially Presidential campaigns.
Presidential candidates buy hats from Unionwear for three primary reasons:
1- Candidates are eager to show off their commitment to American job creation
2- Some candidates, such as Donald Trump and Andrew Yang, earn a profit off of selling their hats, providing much-needed financing to their campaigns
3- Unionwear’s prices are not significantly higher than those made overseas, thanks to their commitment to lean manufacturing and just-in-time ordering. This also means there are almost never leftover hats, even if a candidate drops out of the race suddenly
How did Unionwear get started selling merchandise to candidates as diverse as Al Gore, Donald Trump, Mike Bloomberg, and Andrew Yang?
After making a whopping 150 hats to Bill Clinton’s re-election campaign, their big break came from Al Gore’s 2000 presidential run, where he sold an estimated 200,000 hats. He has made hats for nearly every presidential candidate since.
“The candidate that ordered the largest amount dropped out of the [2020] race early, Andrew Yang. That was definitely the most hats we’ve sold in this election cycle,” said Cahn.
Yang’s campaign sold more than 30,000 “Make Americans Think Harder” hats, which made up about $1.2 million of campaign revenue and are still for sale on his website.
“I want to make sure that people have a way to speak freely and use our products to get their messages across. Some will appeal to young people, some will appeal to women, some will appeal to old white men,” Cahn said.
Although currently manufacturing face shields and washable gowns for first responders, Unionwear is still taking orders for hats and other apparel. This crisis won’t last forever, but Unionwear plans on being around for a long time afterward.
No matter whose team you’re on, there’s money to be made in presidential campaign-branded baseball caps — epitomized by those red “Make America Great Again” hats.
And Unionwear is one of the few companies in the running for that profit.
Mitch Cahn, president of the 180-person manufacturing team in Newark, says there are not a lot of textile products such as hats being made in the United States in general today — most of the work has gone to China or other emerging economies.
But, certain customers need to send the right message by choosing U.S. manufacturers for merchandise. That includes any would-be commander-in-chief.
In the latest installment of ACG Global’s At Home with the Middle Market, Unionwear’s President, Mitch Cahn, discusses why Unionwear won ACG New Jersey’s Corporate Growth Award (1:15) and their experience being a union shop (2:55).
Mitch explains how Unionwear was able to participate in the PPP due to some assistance from the Newark Mayor and Invest Newark (9:48), how they’re able to grow by purchasing the assets of bankrupt textile businesses (11:32), and more.
A healthy relationship between company and union has been the driving force in getting health care providers more and more personal protective equipment when it is needed most.
Unionwear, a Newark-based company that is known for its production of hats, backpacks and binders, has quickly shifted its focus to creating face shields and surgical gowns.
Workers United has been reaching out to companies who could provide needs for those on the front lines in combatting the coronavirus, ensuring their employees are still working.
Mitch Cahn of Unionwear was featured in a new series called NJPAC Business Partners @ Home. These interviews will offer virtual conversations with executives leading their businesses in creative, effective and useful ways in the fight against the pandemic.
The first video conversation features three Newark business leaders who’ve rapidly pivoted from producing their traditional wares to manufacturing the vital materials—masks, sanitizer, medical face shields, isolation gowns—needed by front-line medical workers.
Mitch Cahn saw his entire summer’s worth of production laid out. His shop was going to produce hats for the U.S. Olympic team, manufacturing the line that organization would wear and sell. It was already manufacturing hats for all of the Democratic presidential nominees. Then his company would make more hats for the fall. Presidential merchandise was a lifeblood for Unionwear and the Newark, N.J., factory where they are produced.
As one of the few textile manufacturing factories in the United States, Cahn said, its “Made in USA” emblem was a premium companies want to be associated with. When a presidential candidate or the team representing the U.S. abroad wants a hat, they also want it, well, made in the U.S. — and that’s Cahn’s business.
But everything went awry quickly in early March. All but two of the Democratic candidates dropped out. Then the novel coronavirus pandemic started to hit the United States in full force, dramatically slowing down business along with the rest of the country. A few weeks later, Unionwear cut their staff, too, sending workers home and trying to figure out how they would operate in this new world.
According to Philadelphia Magazine, a new kind of union leadership is changing Philadelphia, and getting results.
Jerry Jordan of the Philadelphia Federation of Teachers, Chris Woods of AFSCME 1199C, and Ryan Boyer of the Laborers District Council are making their mark. Jordan’s PFT spent north of $340,000 on political campaign contributions last year; Boyer’s Laborers spent more than $2 million. When the pandemic hit and hospital workers at Temple demanded hazard pay, Woods promptly called all of his political allies to let them know about his membership’s plight. Hazard pay arrived shortly thereafter.
What is notable here is that all of these union leaders are black. “We’re forced to be much more than a labor organization,” says Boyer. Indeed, the unions are getting squarely involved in social justice issues as much as bread-and-butter labor union ones.
To stay relevant, some labor unions are going beyond bread-and-butter economic issues for their members. The PFT also assembled in front of the Comcast Tower, demanding free internet so students whose families couldn’t afford access could still attend virtual school during the pandemic.
And it’s why AFSCME 1199C reemphasized its campaign for social justice during the George Floyd protests. “We want to be in conversations not just as relates to police, but to the whole criminal justice system,” says Woods. “Because these are issues that affect our members.”
Who says that the only way for a manufacturer to make money is to send production outside of the USA? Not Mitch Cahn. After graduating from Wharton and working on Wall Street, Mitch decided he wanted to create something. So, in the early 1990’s he bought the distressed assets of a hat manufacturer and very purposely brought back the unionized workers that had been employed there. Twenty-eight years later, Mitch’s company, Unionwear, is the only manufacturer of American made baseball hats produced by unionized employees. In fact, he is the go-to source for every presidential campaign and anyone who wants the world to know that they care about where their merchandise is made and who makes it.
No matter whose team you’re on, there’s money to be made in presidential campaign-branded baseball caps — epitomized by those red “Make America Great Again” hats.
Promotional products made by Unionwear include hats, backbacks and tote bags.
And Unionwear is one of the few companies in the running for that profit.
Mitch Cahn, president of the 180-person manufacturing team in Newark, says there are not a lot of textile products such as hats being made in the United States in general today — most of the work has gone to China or other emerging economies.
But, certain customers need to send the right message by choosing U.S. manufacturers for merchandise. That includes any would-be commander-in-chief.
Promotional items with the coveted “Made in USA” label tend to get a boost from the presidential race, but with the popularity of President Donald Trump’s iconic headwear from the last election cycle, Cahn said baseball caps are especially relevant now.
“That hat really drew attention to hats as a campaign accessory,” he said. “That helped our business out immensely. We actually did some of those hats at the beginning of the Trump campaign before he settled on another manufacturer. At the same time, we did hats for the Democratic candidates and, ultimately, Hillary Clinton.”
When it came time for the presidential campaign season to get underway once more, Cahn said his business was busier earlier in the election cycle than it has ever experienced.
Right now, the business is busily manufacturing large quantities of hats for several of the Democratic candidates. Cahn didn’t name the clients, but he did add that three of the four candidates using Unionwear were at the top of polls.
Unionwear also makes accessories such as laptop bags for other clients, including the military and labor unions. It boasts that it compensates its Newark garment workers with union wages and benefits. And that’s a selling point around campaign season.
“Because someone who wants a union-made baseball hat really just has one choice — so that’s going to come up during presidential elections,” Cahn said. “A lot of candidates want to appeal to unions however they can.”
But, when the showdown for the country’s top job ends, local manufacturers are left with the competitive pressures of keeping products American-made.
And that goes double for keeping them New Jersey-made, given the higher costs of real estate and the minimum wage set to rise to $15 by 2024, Cahn said.
“Most of our competition is in the Southeast, where a lot of the country’s garment industry is,” he said. “There, the minimum wage is still at the federal minimum of $7.25. So, unless that goes up, by 2024, it’ll cost us twice as much to pay an entry-level employee here as it would in Georgia.”
That’s why the manufacturer is expecting to do some reinvestment in the automation necessary to sew and produce garments, even if the orders are coming in left and right for hats with campaign logos and slogans.
Cahn said he has no intention of replacing his workforce, but instead wants to give each person the potential to do more tasks.
One of the only reasons it hasn’t happened already is that the development of automation tools has been slower in the textile sector compared with other manufacturers.
“Most automation works well with hard goods, because they’re easy to grab and have finite measurements,” he said. “Things that are soft, you run into issues of robots being unable to grab fabrics and feel wrinkles in the fabrics.”
But, even with more options available now for the hat-maker, it’s safe to say there’s going to be more robotics on the manufacturing line come next campaign cycle.
“Several years ago, it wasn’t something we’d even consider, because the labor was a lot less expensive and the automation was a lot more expensive,” Cahn said. “The price of automation has come down tremendously and the price of labor keeps going up. So, now, it just makes sense.”
republished from http://www.roi-nj.com/2019/10/14/industry/2020-vision-candidates-who-want-made-in-usa-hats-can-call-unionwear-but-theres-more-to-business-than-slogans/
Red Pilled America took a deep dive into the history of the baseball cap, and used the story of offshoring ballcap production to tell the story of American apparel manufacturing.
Episode 24 focuses on Unionwear’s history. Founded as a fashion industry contractor, Unionwear was nearly shuttered when unintended consequences of trade deals resulted in most of the textile business moving to China in the mid 90’s.
Unionwear took a systematic approach to seek markets that would only buy American: starting with unions, moving to political campaigns, the US government and military, then other manufacturers and nonprofits, and now back as a fashion contractor.
Hosts Patrick Courrielche and Adryana Cortez intersperse Unionwear’s story with a fascinating analysis of the economic, regulatory, and systemic changes that resulted in American manufacturing losing its edge, and what it would take to regain it.
The podcast has started a kickstarter campaign to sell a Red-Pilled America cap, pictured above.
Buying America: The Many Astounding Ways You Can Express Your Values with Your Pocket Book
Shopping can be an ethical act.
By David Morris / AlterNet July 27, 2015
“Every person ought to have the awareness that purchasing is always a moral – and not simply an economic – act,” Pope Francis announced early this year. How can we spend our money as if our values matter?
In some sectors and for some values this is fairly easy. Food is an obvious example. Those who want to protect the environment and human and animal health will find abundant labels guiding them to the appropriate product: USDA Organic, free range, hormone free, grass fed. For those who want to strengthen community, shrink the distance between producer and consumer and support family farmers a growing number of grocery stores label locally grown or raised.
For those who want to support farmworkers as well as farmers, however, little guidance is available. The recently launched Equitable Food Initiative and Food Justice Certified labels hope to fill this gap. The former identifies food that has been harvested by workers paid a fair wage and laboring under safe and fair conditions. The latter offers three tiers of certification covering farm, processor and vendor/retailer. Only farms have been certified.
As for grocery stores, we can easily identify those cooperatively or locally owned. Going one step further along the supply chain we can use the Restaurant Opportunities Center United (ROC)’s Diners Guide to Ethical Eating downloadable app to identify restaurants that treat their workers well. Extra credit is given to non-chain businesses. To earn a favorable rating the restaurant must pay its non-tipped workers at least $10 an hour and tipped staff at least $7 an hour, grant all employees paid sick days and enable internal promotion.
The ethical consumer who wants to patronize a locally owned retail store in general can visit Independent We Stand and download its mobile app. Or go to AMIBA and BALLE to find a list of independent business alliances in over 100 cities many of which have hundreds and even thousands of individual member businesses.
There are few guides to locally and rooted manufacturers. But 3-year-old San Francisco Made offers an excellent model, interconnecting and nurturing its 325 member manufacturers located in that city.
The vast majority of products we purchase will come from regional and national firms. One can easily check to see if the company is American and sometimes that will be necessary even when we think we know from the product’s name what nationality the company is. As Roger Simmermaker, author of How Americans Can Buy American and My Country ‘Tis of Thee points out, “Swiss Miss is American (based in Menomonie, Wisconsin) and Carnation is owned by the Swiss.”
For those who want to go beyond where a company is headquartered to who owns it, a list of companies owned by their employees is available from the National Center for Employee Ownership.
Finding American made products as opposed to American corporations requires more legwork. Almost 8 in 10 American consumers say they prefer to buy American made products according to Consumer Reports. (Another survey found that for Americans ages 18-34 the percentage drops to 4 in 10.) Patriotic buying has gained considerable cache in the last few years and is beginning to change corporate behavior.
Consider this story of Florida orange juice. In 2007 Pepsi and then Coke began to mix oranges from other countries with Florida oranges. Florida’s Natural, an agricultural cooperative owned by 1100 growers, whose motto is “we own the land, we own the trees, we own the company” added a logo to its packages sporting an American flag and the words “Product of U.S.A.” For a few years Pepsi and Coke thought price would trump homegrown but in early 2012 the Tropicana Products division of PepsiCo began to proclaim in print ads, “Grown, picked and squeezed in Florida,” (Florida’s Natural responded with its own new tag line: “All Florida. Never imported. Who can say that?”)
A 2013 survey of more than 200 U.S.-based investors interested in the luxury sector, found 80 percent of them concerned that the reputational risk associated with offshore manufacturing is beginning to offset the cost savings for luxury goods manufacturers. After Ralph Lauren proudly unveiled its new uniforms for the U.S. team for the 2012 summer Olympics it was discovered that every piece of the uniform was made overseas. A considerable public backlash led the company to promise to make the U.S. uniforms for the 2014 Winter Games from USA components.
Mitch Cahn, the CEO of Unionwear, a Newark, New Jersey clothing manufacturer told John Oliver about why both Democratic and Republican candidates buy his company’s hats. “Both want to demonstrate their commitment to made in USA. Plus, whenever one of their vendors messes up and sources something from overseas or switches. When they get caught, which they invariably will, it’s going to cost them so much more money to fix the problem, backpedal, apologize, change their message, that it’s easier and cheaper to just patronize clean shops.”
Finding out if a product is made in the United States is easy. All imports must carry country of origin information on the outside of the package. Finding domestic products that are largely made of domestic components, however, may be more challenging.
How American Is That American Product?
Even if we buy American made how much of the value of the product is actually made in America? For automobiles, textiles, wool and fur products the law requires disclosure of the percentage of a product’s domestically produced content.
The 1994 American Automobile Labeling Act (AALA) requires all automobiles and trucks to prominently display a sticker showing the percentage of its value made in the United States. The AALA has several shortcomings. For one, it does not distinguish between Canadian and U.S. production. It does not take into account where the profits go (e.g. is the company foreign owned). Finally, it allows the “content percentages to be calculated on a “carline” basis rather than for each individual vehicle and may be rounded to the nearest 5 percent.”
The more sophisticated Kogod Made in America Auto Index, released annually by American University incorporates the (AALA) but adds seven further criteria: site of body, chassis, and electrical parts manufacturing (50 percent); site of engine production (14 percent); site of inventory and capital expense allocation (11 percent); site of transmission production (7 percent); site of assembly labor (6 percent); site of research and development (6 percent); and finally, where the profits in each aspect of the transaction go (6 percent).
In 2014 the Ford F-150 truck, the best selling vehicle in America topped the Kogod charts with 87.5 points out of 100.
As a general rule, automakers are more likely to build larger vehicles with higher profit margins in the U.S. and smaller ones overseas. The Kogod index seems to bear this out. The F-150 and Chevy Silverado score in the 80’s while the Chevy Spark and Ford Fiesta have scores of 15.5 and 19.5 respectively.
Aside from cars and textiles and furs, no U.S. supplier needs to identify where the product is made or its components. But if the company boasts that a product is “Made in the USA” or “Made in America” it must “contain no – or negligible – foreign content” according to regulations issued by the Federal Trade Commission (FTC) and the product’s final assembly or processing must take place in the United States.
Nevertheless, the buyer who sees a Made in America sticker must still beware. The FTC investigates several complaints a year, almost all submitted by manufacturing competitors and the vast majority end in a settlement with no civil penalty. The civil penalties themselves are modest. California has its own higher and more rigidly enforced standard. No component of a product advertised as Made in the USA can be imported. In 2011 California’s Supreme Court ruled that the company Kwikset could be sued for using the label on one of its locks because the screws in it were manufactured in Mexico.
Americans don’t like to be misled by faux patriotic corporate advertising. As Consumer Reports notes, “Readers who have sent us complaints seem most irritated by foreign-made products whose makers have patriotic names (American Mills, Americana Olives, Great American Seafood, United States Sweaters, the U.S. Lock company) or whose packages have flag-waving slogans (“true American quality”) or symbols (pictures of the flag, eagle, Statue of Liberty).”
Over 90 percent of shoes and clothing sold in the United States is imported. One will almost always pay more to purchase Made in the USA but often their quality is far superior. If you buy a Brooks Brothers suit, 70% of which are made in Massachusetts, or tie, 100% of which are made in New York or shirt, 15% of which are made in North Carolina the quality is first rate and the clothes last considerably longer than cheaper imported items.
More than 97 percent of American denim jeans are made abroad but you can still find American made denim. In the 1990s Lawson Nickol was working for a U.S. jeans manufacturer who like almost all other jean manufacturers decided to move production to China. He resigned and in 2002 with his son BJ Nickol founded the All American Clothing Co. They started manufacturing their own clothing in 2007. Unique among jeans manufacturers, their customers can enter a code and trace their jeans back to the farm that grew the cotton.
One of the new firm’s biggest challenges was finding suppliers. “The apparel industry has lost 85 percent of cut and sew people in the USA since 2002 when China became king”, Nickol notes. He’s had to pay more for their materials and labor which makes their clothes more expensive which Lawson concedes but proudly adds, “…I buy a lot of higher cost products that are made in the USA in order to support tax base, jobs, SSN, police, firemen, hospitals, infrastructure, military, freedom, etc, etc. I don’t buy foreign jeans and help to support labor atrocities, child labor, poor manufacturing quality, give money to the foreign governments…”
Despite higher input costs his jeans prices are still competitive with denim giants like Levis. Why? “One of the things we don’t do a lot of is marketing and advertising,” says Nickol. American Clothing sells 95 percent of its products online. Nickol adds, “We don’t have as big of margins.”
Sluggish wages in the United States and soaring labor costs in countries like China, coupled with the growing realization of the costs inherent in the rigidity of long supply chains and the potential for product piracy, has made it increasingly possible to buy American in many sectors. Whirlpool already makes 80 percent of the products it sells in the U.S in its U.S. plants and it prices them competitively. In 2000, it manufactured most of its front-loading washers in Germany. Now the company is moving that production back to its Ohio-based facilities. “On the one hand, U.S. labor costs are often higher than in other countries,” says Whirlpool’s Casey Tubman. “But when you look at the higher productivity for American workers and consider the fact that it’s very expensive to ship something as big as a refrigerator or washer, we can quickly make up those costs.”
There are several useful web sites that identify American made products. (Look here, here, here, here, and here.)
Going Beyond Buy America
The same Consumer Reports 2013 survey that found that 78 percent of us prefer to buy American products also found that other values were equally or more important to us. Ninety-two percent preferred products from companies that give back to the local community; 90 percent preferred companies that treat their workers well; 82 percent prefer firms that express public support for causes we believe; 79 percent prefer a company that engages in environmentally friendly practices.
If you are one of the 90 percent who care how companies you want to buy from treat their workers one good indicator is whether the product is made with union labor. For clothing you can look for the UNITE label (the union created from the merger of the Union of Needletrades, Industrial and Textile Employees and the Hotel Employees and Restaurant Employees International Union). Those seeking to buy a specific car made by union members can find a list here. Those seeking web sites that offer extensive links to union made products can go here and here.
Those wanting to know more generally about the character of the company with whom they are doing business can check out whether it is a Benefit Corporation. This new type of corporation is required to consider its impact not only on shareholders but also on workers, community, and the environment. Benefit corporations are required to make available to the public an annual benefit report that assesses their overall social and environmental performance against a third party standard. Twenty-eight states currently permit a corporation to become a Benefit Corporation. A list of Benefit Corporations by state is available here.
For example, in 2014 King Arthur Flour and New Belgium were among the top rated B Corporations on labor issues. The 200 year old King Arthur, a company of 388 workers at the busiest times of the year, has a minimum hourly starting wage for full-time workers of $11.25 an hour. New Belgium’s lowest wage for non-temporary workers is $12 an hour. King Arthur Flour and New Belgium are 100 percent employee-owned companies. Both have profit sharing plans. At King Arthur Flour low income employees receive a heavily subsidized Community Supported Agriculture shares.
As Stephen Lurie at Vox observes, despite its high rating, King Arthur Flour puts its USDA organic label on the front of its packages and its B Logo on the back.
Assessing the character of a company is complicated and by its nature incomplete. Some might want to know how willing companies are to pay their fair share of taxes to sustain our public schools and roads and colleges. In 2015 Bloomberg compiled a directory of 299 companies detailing how much of their total profits they’ve stashed abroad to avoid taxes. Bizvizz has an ambitious but spotty downloadable app allows you to use your phone to take a picture of a brand and discover what tax rate the corporation that makes the product pays and in many cases, where its political contributions go.
Often those who want to make ethical purchases will have to assess which of the values they embrace are more important. For example, what do we buy when the organic farm treats its workers poorly? Would you choose a conventional tomato picked by well-treated workers than a local heirloom variety harvested by oppressed workers as the food writer and activist Eric Schlosser declared he would? Or would you choose the tomato that stresses the environment? A Toyota Camry is among those vehicles with the highest percentage of its components coming from the United States. But its plants are not unionized and the company’s profits do not stay in the United States.
With much fanfare Walmart has launched a new Buy America initiative. Would you now shop there given that Walmart’s policies may have single-handedly resulted in the outsourcing of hundreds of thousands of U.S. manufacturing jobs and the erosion of U.S. workers wages? Or that more than 20 years ago it launched a similar campaign and began hanging “Made in America” signs in its 750 stores until NBC’s Dateline offered significant evidence the initiative was “more an advertising gimmick than a substantial plan.” At the beginning of its current initiative Walmart publicized a contract with 1888 Mills, a Georgia towel maker to produce American-made towels for the company’s stores. But 1888 Mills, which has an overseas workforce of some 14,000, will be adding only 35 jobs low paid jobs at its U.S. factory to meet Walmart’s multi-year purchase agreement.
Sometimes different values can lead customers to the same supplier. As I noted above, both Democrats and Republicans buy their caps from Unionwear in election years to demonstrate their support for domestic jobs. John Oliver calls it “electoral jingoism”. But CEO Mitch Cahn points out one key difference between the political parties on their values beyond domestic sourcing, “Democrats brag about their products being union made and the republican don’t want anyone to find out about it.”
Unionwear President Mitch Cahn’s 15 Minute Ted Talk–Made Right Here: How the international worker rights and buy local movements are creating a surge in U.S. urban manufacturing opportunities. The talk discusses why the premium for domestic goods are shrinking, and the five types of business to business to market segments with strong convictions about buying USA Made.
TRANSCRIPT
Manufacturing is booming in Newark and other American cities after decades of decline.
Newark, NJ has over 400 active factories within the city limits that employ over 10,000 people. Four years ago nobody knew this, now a growing number of people know this. How did this happen in the middle of a recession? Well, as a manufacturer, I can’t say it was anything that our industry did. I am pretty sure it wasn’t anything that our government did. And I don’t think it was a wave of made in USA consumerism that pushed us over the edge.
What happened was over the last 20 years, goods have been made overseas in the third world very, very cheaply on the backs of exploitation of labor and exploitation of the environment. The growth in manufacturing now is because both “overseas” and “exploitation” have become a lot more expensive and a lot less attractive.
Activists did this–labor activists did this, unions, worker rights coalitions and environmental and buy local activists made this happen. They raised awareness, they localized supply chains and they helped to impose regulations creatively. And as a result we’ve seen what’s going on in Newark right now. “Made in USA” has relatively become a bargain. Cities like Newark are reaping the benefits because we have an infrastructure in place still from the 70’s and before that, we have a lot of concentrated labor and we are in the center of a transit hub. We have the ability to move people and goods around very quickly. We are within a day’s drive for something like a third of the population.
What I want to do now is talk about my experiences running Unionwear, which is a manufacturer of baseball hats, bags like backpacks and garment bags, safety vessel scrubs. We manufacture everything from scratch right here in North Newark. We have about a 110 union workers, we are 11 miles from Midtown Manhattan. We have been in business for 21 years. In almost every product category of ours, we might be the most expensive place to make that product in the entire world. So how is that over the last four or five years we’ve grown by about 25% per year after about a decade of being flat.
Well we’ve narrowed it down to five areas. One is market forces, specifically understanding the market forces that are going on and being able to educate our clients about it. How is Obama care going to affect domestic manufacturing? How is immigration policy going to affect in manufacturing. What if China decides to float their currency against the United States? Is that going to make United States manufactured goods less expensive? And more appealing to the rest of the world? Yes.
We stay on top of these things and we make sure clients know about them because changes in the economy happen right under people’s noses and they don’t even see it.
Market selection is a big one. There are markets that want to buy local. There are markets that want to buy made in USA. It’s more expensive to buy those things but they are willing to pay a premium. Who are those people and how do we reach them?
Product selection is an area that goes along with market selection. Now someone might not be in a market that wants to buy made in USA but they might want to be a product that might be less expensive to manufacture in United States, so what are those products?
Re-engineering is important because it’s very different to manufacture a product where there is no regulation and people are paid ten cents an hour versus where it is manufactured in an area where there is a lot of regulation and people make 10 to 15 dollars an hour. You can bridge that gap through smart re-engineering.
Finally we take advantage of our geographic advantages. We play up how close we are to New York City and Newark airport and port Newark and millions of skilled laborers.
So I am declaring right now the era of cheap imports is over. It’s dead.
So what’s happened as the price of imports increases is the premium paid for made in USA product shrinks. As that premium shrinks it becomes less expensive for people to have sourcing standards or enforce standards that they already had. So what happens and why the market is grown is there are a lot more people who are willing to pay 25% more for a product that’s made green, made in USA, made union, then they were in 2008 when it might have been 200% or 300% more expensive for that same thing. And it is that a big of a difference.
So one reason for this is labor supply and demand. China has had decades of a one child policy, and as a result there are a lot fewer people entering their workforce now and the people who are entering the workforce, they don’t want to make the iPhone, they want to work for Apple. So there are not enough people working in these factories–when that happens you have to pay people more to get them to work in manufacturing.
As a result of people being paid more there is now a consumer class in China and in India and in Pakistan. That’s driving up the costs of goods, its driving up the costs of gasoline, petroleum which is making goods more expensive to ship to United States.
I put a slide up of the iPhone factory because that’s an example of what has happened because of worker rights activists. When all of the working violations at the Foxconn factory where over a million people are employed were discovered, labor activists came in and negotiated a 40% wage increase and they lowered the amount of hours they can work from a 100 hours a week to 60 hours a week. They came in a year later and negotiated another 40% increase. You imagine what it does when a million people make that much more money. And have to work that fewer hours. They have to scramble the find workers. That’s why prices have been of imports have been going up so much.
And as a result of social media, the rest of the world’s workers are finding out what’s going on and realizing they don’t have to work this way. So you are seeing the same sort of riots, protests, strikes in Bangladesh and Pakistan. This has led to wage inflation of 25% to 30% a year. The response overseas has been to cut corners– poison in pet food, poison in dog food, exploding tires, broken plane parts, that’s led to more regulation which has put more expense on products that come in from overseas.
Companies have moved their manufacturing to places that they thought were cheaper than China like Bangladesh. But they didn’t have the infrastructure and ended up being more expensive. You ended up with month after month, factory fires and factory collapses which led to more regulation and more expense.
So who is buying made in USA, now that their premium has shrunk?
There are five different ways that people can say “buy local” and these are the markets that we try to appeal to. Buy American, people buy American for economic reasons, or if they have standards like the US government. Or if they want consistent messaging, like General Motors who makes goods domestically and they want to buy American-made goods because they are selling made American.
People want to buy union and support their fellow union workers.
People want to buy fair labor, they don’t want to buy goods that were made in a sweatshop.
People want to buy eco-friendly and people want to buy local.
So one of the of the areas that wants to buy American is the US government which makes up about a quarter of our GDP. This is something that is relatively new, this enforcement of the government buying American made goods.
Another area is trade justice and if you say the labels fair trade and sweat free and living wage on goods, those are all ways of saying that these goods were made by workers who are not exploited.
An example of someone who used to not buy products with these labels in is now is NPR. They would give away tote bags for memberships at the same time they were doing stories about sweatshops in China but the tote bags were made in those sweatshops because they get them for 25 cents a piece. Now it’s costing them $2.50 a piece to import. They are going to spring for $3 a piece and buy something that is made in USA and it basically cost less for them to put their money where their mouth is.
The link between fair labor and local and eco-friendly is this: The closer production is to consumption the less acceptable worker exploitation becomes. You don’t want to buy a shirt from someone around the corner who you know as working for below minimum wage and maybe working a 100 hours a week, but its okay if it is around the world.
Also the more likely that goods are produced using your labor and environmental standards. The factories are operating under the same laws that you benefit from.
Another area is product selection. So two examples of products that are less expensive to make domestically would be products that are big and bulky to ship and don’t have a lot of labor like this gigantic case right here that we make. That didn’t need to be made in USA but it is.
Or bags using expensive materials– this bag has $40 in leather in it but only maybe $8 in labor. In China maybe you can get it made for $4, so at the end of the day its $48 verses $44. By the time you ship it here and have the duties on it, its less expensive to make it in the United States. That’s why you see a lot of goods with expensive materials made in countries that are more expensive than United States like Italy.
So another area is small batch customization. There is a big overhead to making products overseas, you have to translate, you have to make tech packs. It is expensive to ship sampling back and forth, there are time zone considerations, so as result nobody wants to make 500 or a 1000 of something in China or Bangladesh. It’s a lot less expensive to make it here.
And finally re-engineering is the area where we are able to close the gap through product design. When we get goods a lot of times now people are reshoring goods–they send goods to us and it was a bag that they had made in China, they want to get it made in United States and I’ll say if you want it made exactly this way, its going to cost you $80 because there is no thought given to engineering the products because labor was practically free over there. We can redesign it so your clients won’t notice the difference that will be just as nice and we can do it for $15.
The other area is Lean Manufacturing and that is the concept where you can take people in a high wage environment and train them to use all of their time to just add value to the product and not waste time doing things that are not that the client doesn’t pay for, like looking for a pair of scissors or waiting for manager or walking from machine to machine.
So finally, Newark is a place that is perfect for manufacturing for a number of different reasons. We’ve got a high concentration of skilled labor, we’ve got a well developed infrastructure of manufacturing. There are lot of other manufactures here which means that there is a market for mechanics and trucks and things where that might not exist in an economy where there is not a lot of manufacturers. We are close to the port, we got Newark airport here and we’ve got access to everything. We have access to New York City we have access to capital, marketing, and technological expertise right here in the city of Newark through our academic communities.
There are other cities where this is happening. There are not a lot of rural areas where this is happening. So this is the time to take advantage of this once in a generation opportunity where people are coming to Newark to get things manufactured. Thank you very much.
Hillary Clinton became the first political candidate to open a web store selling union made in USA campaign merchandise, including Unionwear branded hats and bags. Visit the shop at https://shop.hillaryclinton.com/collections/accessories.
 Dad Caps
Dad Caps
 Five Panel Hats
Five Panel Hats
 Mesh Back Hats
Mesh Back Hats
 In Stock Blanks
In Stock Blanks
 Snapback Hats
Snapback Hats
 Stretchfit Hats
Stretchfit Hats
 Duffel Bags
Duffel Bags
 Backpacks
Backpacks
 Tote Bags
Tote Bags
 Computer Bags
Computer Bags
 Sling Messenger Bags
Sling Messenger Bags
 Cooler Bags
Cooler Bags
 Cuff Hats
Cuff Hats
 Beanies
Beanies
 Scarves
Scarves
 Zipper Folders
Zipper Folders
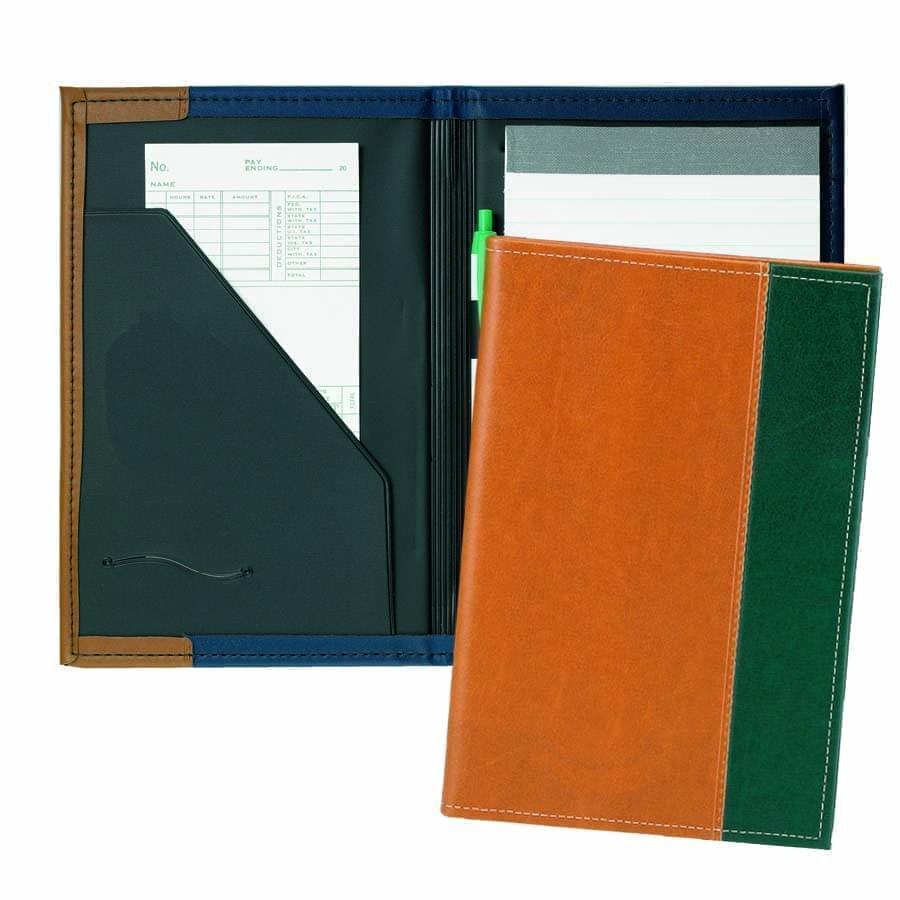 Stitched Folders
Stitched Folders
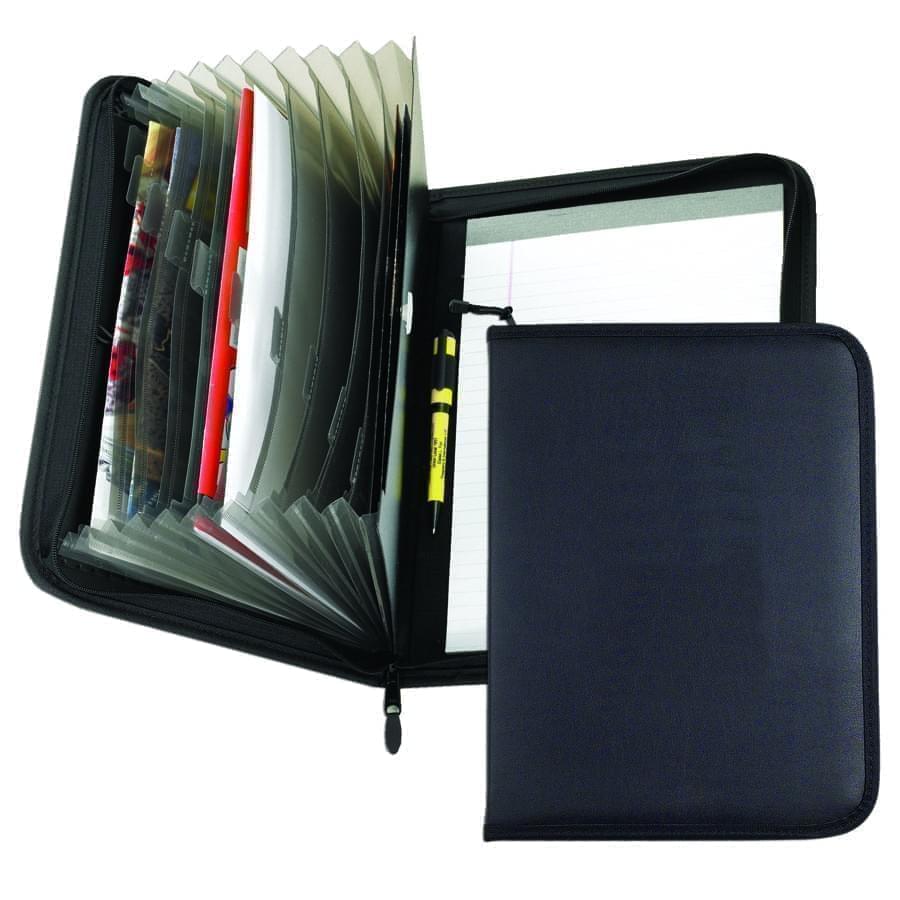 Accordion Folders
Accordion Folders
 Ring Binders
Ring Binders
 Letter Folders
Letter Folders
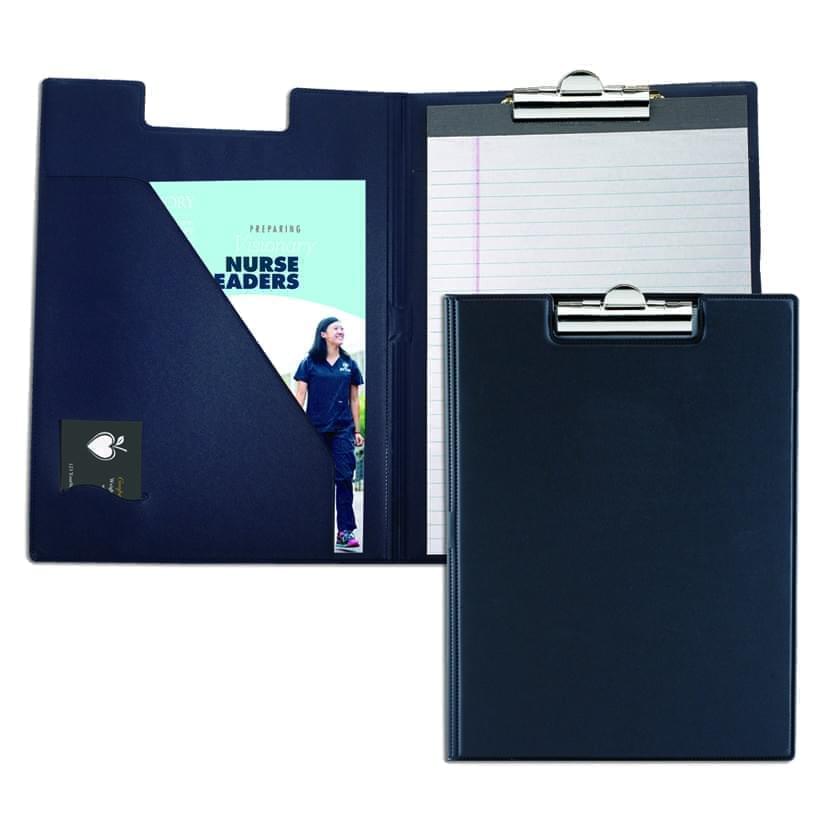 Clipboards
Clipboards

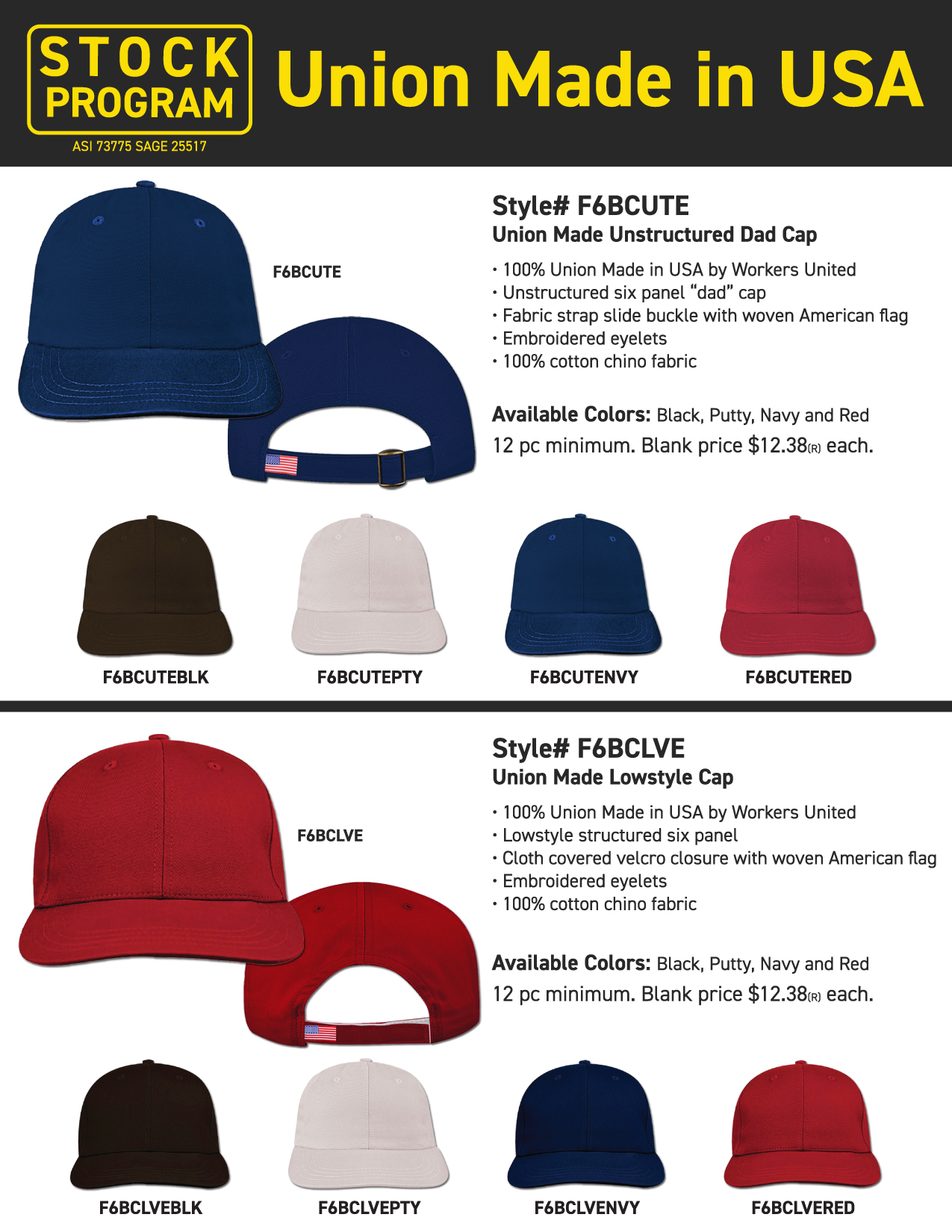{kind=link}